





STC-Schaftfräser Speedtwister-Universal, lang, freigestellt, Fünfschneider, ungleiche Drallsteigung, 3xD
Fräser Speedtwister UNI WN 3xD Typ N
SHFTFRS-SCH-STW-WN-L-STC-UV-TD-HB-D5
Art.-Nr. 5443310003
EAN 4062856187393






















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6117 |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Harter und zäher Werkstoff, Nichteisenmetall |
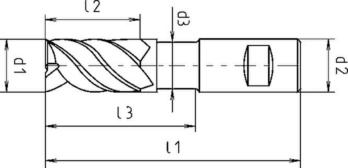
Durchmesser (d1) | 5 mm |
Schaftdurchmesser (d2) | 6 mm |
Freistellungsdurchmesser (d3) | 4,8 mm |
Normen | WN |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TWINDUR |
Kühlmittelzufuhr | Extern |
Drallwinkel | 45° Vario |
Länge (l1) | 59 mm |
Schneidenlänge (l2) | 16 mm |
Freistellungslänge (l3) | 22 mm |
Anzahl Schneiden (Z) | 5 STK |
Eckenfase | 0,05 mm |
Toleranz Schneidendurchmesser | f8 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle, Nitrierstähle < 1300 N/mm², Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Stähle > 45 HRC, Kupfer, Messing |
| Legende |
| L = Luft |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae (Schnittdicke radial) = 0,03xd1 - 0,14xd1 |
| ap (Schnittdicke axial) = 3xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Die Wahl der richtigen Aufnahme ist ein entscheidender Faktor bei der Trochoidalbearbeitung. Die besten Ergebnisse wurden mit einem IC Weldon-Werkzeughalter erzielt (Wuchtgüte G2,5/18000U/min). |
| Schnittwerte für Kontur-Dynamisch | ||||||||||
| Für Ø 12 - 20 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 12 | Ø 16 | Ø 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 315 | 567 | 0,108 | 0,238 | 0,129 | 0,284 | 0,156 | 0,343 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,102 | 0,224 | 0,122 | 0,267 | 0,143 | 0,314 | |
| Automatenstähle | < 850 N/mm² | L + E | 255 | 459 | 0,095 | 0,208 | 0,122 | 0,267 | 0,143 | 0,314 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 247 | 445 | 0,108 | 0,238 | 0,129 | 0,284 | 0,156 | 0,343 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,102 | 0,224 | 0,122 | 0,267 | 0,143 | 0,314 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 240 | 432 | 0,081 | 0,178 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,075 | 0,165 | 0,081 | 0,178 | 0,108 | 0,238 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 315 | 567 | 0,108 | 0,238 | 0,128 | 0,282 | 0,156 | 0,343 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,068 | 0,149 | 0,081 | 0,178 | 0,108 | 0,238 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 255 | 459 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 142 | 256 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 |
| Federstähle | < 1200 N/mm² | L + E | 142 | 256 | 0,062 | 0,135 | 0,068 | 0,149 | 0,095 | 0,208 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 172 | 310 | 0,089 | 0,195 | 0,108 | 0,238 | 0,122 | 0,267 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 165 | 297 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 |
| < 850 N/mm² | E | 142 | 256 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 216 | 0,084 | 0,185 | 0,095 | 0,208 | 0,108 | 0,238 |
| Sonderlegierungen | < 1200 N/mm² | E | 97 | 175 | 0,068 | 0,149 | 0,089 | 0,195 | 0,108 | 0,238 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 162 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 |
| Schnittwerte für Kontur-Dynamisch | ||||||||||
| Für Ø 6 - 10 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 6 | Ø 8 | Ø 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 315 | 567 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,048 | 0,106 | 0,068 | 0,149 | 0,081 | 0,178 | |
| Automatenstähle | < 850 N/mm² | L + E | 255 | 459 | 0,048 | 0,106 | 0,068 | 0,149 | 0,081 | 0,178 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 247 | 445 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,048 | 0,106 | 0,068 | 0,149 | 0,084 | 0,185 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 315 | 567 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,048 | 0,106 | 0,062 | 0,135 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 255 | 459 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,035 | 0,076 | 0,048 | 0,106 | 0,068 | 0,149 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 142 | 256 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Federstähle | < 1200 N/mm² | L + E | 142 | 256 | 0,035 | 0,076 | 0,041 | 0,089 | 0,054 | 0,119 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 172 | 310 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 165 | 297 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| < 850 N/mm² | E | 142 | 256 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 216 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Sonderlegierungen | < 1200 N/mm² | E | 97 | 175 | 0,035 | 0,076 | 0,048 | 0,106 | 0,062 | 0,135 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 162 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Schnittwerte für Kontur-Statisch | ||||||||||
| Für Ø 3 - 5 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 3 | Ø 4 | Ø 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 315 | 525 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| 500–850 N/mm² | L + E | 255 | 425 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 | |
| Automatenstähle | < 850 N/mm² | L + E | 255 | 425 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 |
| 850–1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 247 | 412 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| 700–850 N/mm² | L + E | 247 | 412 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 | |
| 850–1000 N/mm² | L + E | 247 | 412 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 315 | 525 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 240 | 400 | 0,019 | 0,041 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 255 | 425 | 0,025 | 0,054 | 0,025 | 0,054 | 0,032 | 0,069 |
| 850–1100 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,022 | 0,048 | 0,028 | 0,060 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 142 | 237 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Federstähle | < 1200 N/mm² | L + E | 142 | 237 | 0,015 | 0,033 | 0,020 | 0,042 | 0,025 | 0,054 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 172 | 287 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 165 | 275 | 0,019 | 0,041 | 0,025 | 0,054 | 0,032 | 0,069 |
| < 850 N/mm² | E | 142 | 237 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 200 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Sonderlegierungen | < 1200 N/mm² | E | 97 | 162 | 0,015 | 0,033 | 0,020 | 0,042 | 0,025 | 0,054 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 150 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Schnittwerte für Kontur-Dynamisch | ||||||||||
| Für Ø 3 - 5 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 3 | Ø 4 | Ø 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 315 | 567 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 | |
| Automatenstähle | < 850 N/mm² | L + E | 255 | 459 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 247 | 445 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 315 | 567 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 240 | 432 | 0,020 | 0,045 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 255 | 459 | 0,027 | 0,059 | 0,027 | 0,059 | 0,035 | 0,076 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,024 | 0,053 | 0,030 | 0,066 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 142 | 256 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Federstähle | < 1200 N/mm² | L + E | 142 | 256 | 0,017 | 0,036 | 0,021 | 0,046 | 0,027 | 0,059 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 172 | 310 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 165 | 297 | 0,020 | 0,045 | 0,027 | 0,059 | 0,035 | 0,076 |
| < 850 N/mm² | E | 142 | 256 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 216 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Sonderlegierungen | < 1200 N/mm² | E | 97 | 175 | 0,017 | 0,036 | 0,021 | 0,046 | 0,027 | 0,059 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 162 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Legende |
| L = Luft |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae (Schnittdicke radial) = 0,03xd1 - 0,14xd1 |
| ap (Schnittdicke axial) = 3xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Die Wahl der richtigen Aufnahme ist ein entscheidender Faktor bei der Trochoidalbearbeitung. Die besten Ergebnisse wurden mit einem IC Weldon-Werkzeughalter erzielt (Wuchtgüte G2,5/18000U/min). |
| Schnittwerte für Kontur-Statisch | ||||||||||
| Für Ø 12 - 20 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 12 | Ø 16 | Ø 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 315 | 525 | 0,101 | 0,216 | 0,120 | 0,258 | 0,146 | 0,312 |
| 500–850 N/mm² | L + E | 255 | 425 | 0,095 | 0,204 | 0,113 | 0,243 | 0,133 | 0,285 | |
| Automatenstähle | < 850 N/mm² | L + E | 255 | 425 | 0,088 | 0,189 | 0,113 | 0,243 | 0,133 | 0,285 |
| 850–1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 247 | 412 | 0,101 | 0,216 | 0,120 | 0,258 | 0,146 | 0,312 |
| 700–850 N/mm² | L + E | 247 | 412 | 0,095 | 0,204 | 0,113 | 0,243 | 0,133 | 0,285 | |
| 850–1000 N/mm² | L + E | 247 | 412 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 240 | 400 | 0,076 | 0,162 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,070 | 0,150 | 0,076 | 0,162 | 0,101 | 0,216 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 315 | 525 | 0,101 | 0,216 | 0,120 | 0,257 | 0,146 | 0,312 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,063 | 0,135 | 0,076 | 0,162 | 0,101 | 0,216 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 255 | 425 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 850–1100 N/mm² | L + E | 240 | 400 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 142 | 237 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 |
| Federstähle | < 1200 N/mm² | L + E | 142 | 237 | 0,057 | 0,123 | 0,063 | 0,135 | 0,088 | 0,189 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 172 | 287 | 0,083 | 0,177 | 0,101 | 0,216 | 0,113 | 0,243 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 165 | 275 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 |
| < 850 N/mm² | E | 142 | 237 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 200 | 0,078 | 0,168 | 0,088 | 0,189 | 0,101 | 0,216 |
| Sonderlegierungen | < 1200 N/mm² | E | 97 | 162 | 0,063 | 0,135 | 0,083 | 0,177 | 0,101 | 0,216 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 150 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 |
| Schnittwerte für Kontur-Statisch | ||||||||||
| Für Ø 6 - 10 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 6 | Ø 8 | Ø 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 315 | 525 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| 500–850 N/mm² | L + E | 255 | 425 | 0,045 | 0,096 | 0,063 | 0,135 | 0,076 | 0,162 | |
| Automatenstähle | < 850 N/mm² | L + E | 255 | 425 | 0,045 | 0,096 | 0,063 | 0,135 | 0,076 | 0,162 |
| 850–1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 247 | 412 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| 700–850 N/mm² | L + E | 247 | 412 | 0,045 | 0,096 | 0,063 | 0,135 | 0,078 | 0,168 | |
| 850–1000 N/mm² | L + E | 247 | 412 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 315 | 525 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,045 | 0,096 | 0,057 | 0,123 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 255 | 425 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 850–1100 N/mm² | L + E | 240 | 400 | 0,032 | 0,069 | 0,045 | 0,096 | 0,063 | 0,135 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 142 | 237 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| Federstähle | < 1200 N/mm² | L + E | 142 | 237 | 0,032 | 0,069 | 0,038 | 0,081 | 0,050 | 0,108 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 172 | 287 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 165 | 275 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| < 850 N/mm² | E | 142 | 237 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 200 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| Sonderlegierungen | < 1200 N/mm² | E | 97 | 162 | 0,032 | 0,069 | 0,045 | 0,096 | 0,057 | 0,123 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 150 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
Zuletzt angesehen

Schraubendreher PZ mit Rundklinge

Sechskantschraube mit Schaft ISO 4014, Stahl 10.9, blank

1/2 Zoll Steckschlüsseleinsatz metrisch, 6-kant, kurz

Fitting Messing, 10011

Ringschlüssel mit Einsteckschaft-Vierkant Stahlwille 732/10

VERB-DL-LEG-GER-EINSCHRAUBANSCH.M.ISK D4

O-Ring metrisch

Spiralbohrer HSS DIN 338 Typ RN 130°

Rohrniet Form A DIN 7340, Stahl blank, Form A

Rohrhalterungsschelle DIN 3016, Form D, Edelstahl A2, EPDM, BASIC-Line