





STC+ Schaftfräser Turbo-Twister-Uni, Fünfschneider, ungleiche Drallsteigung, 4xD
Fräser STC+ Turbo-Twister-Allround 4xD Typ N
SHFTFRS-SCH-TTW-WN-XL-STC-UV-SD-HB-D20
Art.-Nr. 5443320407
EAN 4065233065536





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Ein Werkzeug für nahezu alle Werkstoffe
Stabiler Bearbeitungsprozess für alle Anwendungsbedürfnisse
- Kurze Späne durch mehrere Spanbrecher sowie ein hervorragend abgestimmter Drallwinkel zur Geometrie sorgen für einen perfekten Spänetransport
- Der extrem robuste Kern sorgt für deutlich reduzierte Vibrationen und verringert erheblich die Gefahr eines Werkzeugbruchs
Einfacher Einsatz in nahezu allen modernen CNC-Fertigungen
Breiter Schnittwertbereich
Hohe Standzeit dank neu entwickelter SUPRADUR-Beschichtung
- Extrem widerstandsfähige Spezialbeschichtung für breite Anwendungsgebiete
- Durch die optimale Temperaturwechselbeständigkeit erhöht sich die Prozesssicherheit auch unter schwierigsten Bedingungen
- Ideal für die Nass- und Trockenbearbeitung in nahezu allen Werkstoffen
Datenblätter(X)

 | |
Produktcode | 8004 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Harter und zäher Werkstoff, Nichteisenmetall |
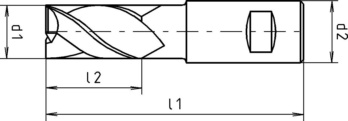
Durchmesser (d1) | 20 mm |
Schaftdurchmesser (d2) | 20 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | N |
Schneidstoff | VHM |
Oberfläche | SUPRADUR |
Kühlmittelzufuhr | Extern |
Drallwinkel | 40° Vario |
Länge (l1) | 145 mm |
Schneidenlänge (l2) | 82 mm |
Anzahl Schneiden (Z) | 5 STK |
Eckenfase | 0,05 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Stähle > 45 HRC, Kupfer, Messing, Aluminium |
| Legende | ||
| L = Luft | ae = 0,03xd1 - 0,20xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 4xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Die Wahl der richtigen Aufnahme ist ein entscheidender Faktor bei der Trochoidalbearbeitung. Die besten Ergebnisse wurden mit einem IK Weldon-Werkzeughalter erzielt (Wuchtgüte G2,5/18000U/min). | ||
| Schnittwerte für Dynamisch 2xd1 | ||||||
| Für Ø 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 20 | ||||||
| min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 231 | 525 | 0,140 | 0,290 |
| 500–850 N/mm² | L + E | 187 | 425 | 0,130 | 0,270 | |
| Automatenstähle | < 850 N/mm² | L + E | 187 | 425 | 0,130 | 0,270 |
| 850–1000 N/mm² | L + E | 176 | 400 | 0,120 | 0,240 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 182 | 413 | 0,140 | 0,290 |
| 700–850 N/mm² | L + E | 182 | 413 | 0,130 | 0,270 | |
| 850–1000 N/mm² | L + E | 182 | 413 | 0,120 | 0,240 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 176 | 400 | 0,120 | 0,240 |
| 1000–1200 N/mm² | L + E | 154 | 350 | 0,090 | 0,180 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 231 | 525 | 0,140 | 0,290 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 176 | 400 | 0,120 | 0,240 |
| 850–1200 N/mm² | L + E | 154 | 350 | 0,100 | 0,210 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 176 | 400 | 0,120 | 0,240 |
| 1000–1200 N/mm² | L + E | 154 | 350 | 0,090 | 0,180 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 187 | 425 | 0,120 | 0,240 |
| 850–1100 N/mm² | L + E | 176 | 400 | 0,100 | 0,210 | |
| 1100–1400 N/mm² | L + E | 176 | 400 | 0,100 | 0,210 | |
| 1080 (33HRC) | L + E | 176 | 400 | 0,100 | 0,210 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 238 | 0,100 | 0,210 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 238 | 0,070 | 0,150 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 127 | 288 | 0,120 | 0,240 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 121 | 275 | 0,100 | 0,210 |
| < 850 N/mm² | E | 105 | 238 | 0,100 | 0,210 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 88 | 200 | 0,100 | 0,210 |
| Sonderlegierungen | < 1200 N/mm² | E | 72 | 163 | 0,090 | 0,200 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 66 | 150 | 0,100 | 0,210 |
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 400 | 550 | 0,140 | 0,280 |
| Aluminium, Al-Gusslegierungen < 10% | < 600 N/mm² | E | 300 | 450 | 0,130 | 0,260 |
| Aluminium, Al-Gusslegierungen > 10% | < 600 N/mm² | E | 150 | 250 | 0,130 | 0,260 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 120 | 180 | 0,120 | 0,230 |
| Messing, kurzspanend | < 600 N/mm² | E | 150 | 250 | 0,120 | 0,230 |
| Messing, langspanend | < 600 N/mm² | E | 150 | 200 | 0,120 | 0,230 |
| Bronze, kurzspanend | < 600 N/mm² | E | 150 | 200 | 0,120 | 0,230 |
| 650–850 N/mm² | E | 120 | 200 | 0,120 | 0,230 | |
| Bronze, langspanend | < 850 N/mm² | E | 120 | 200 | 0,120 | 0,230 |
| Schnittwerte für Dynamisch 4xd1 | ||||||||||
| Für Ø 12 - 16 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 12 | Ø 14 | Ø 16 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 231 | 525 | 0,100 | 0,210 | 0,110 | 0,220 | 0,120 | 0,250 |
| 500–850 N/mm² | L + E | 187 | 425 | 0,100 | 0,200 | 0,100 | 0,200 | 0,110 | 0,230 | |
| Automatenstähle | < 850 N/mm² | L + E | 187 | 425 | 0,090 | 0,180 | 0,100 | 0,190 | 0,110 | 0,230 |
| 850–1000 N/mm² | L + E | 176 | 400 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,210 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 182 | 413 | 0,100 | 0,210 | 0,110 | 0,220 | 0,120 | 0,250 |
| 700–850 N/mm² | L + E | 182 | 413 | 0,100 | 0,200 | 0,110 | 0,210 | 0,110 | 0,230 | |
| 850–1000 N/mm² | L + E | 182 | 413 | 0,080 | 0,170 | 0,090 | 0,180 | 0,100 | 0,210 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 176 | 400 | 0,080 | 0,160 | 0,090 | 0,180 | 0,100 | 0,210 |
| 1000–1200 N/mm² | L + E | 154 | 350 | 0,070 | 0,150 | 0,070 | 0,150 | 0,080 | 0,160 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 231 | 525 | 0,100 | 0,210 | 0,110 | 0,220 | 0,120 | 0,250 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 176 | 400 | 0,080 | 0,170 | 0,090 | 0,180 | 0,100 | 0,210 |
| 850–1200 N/mm² | L + E | 154 | 350 | 0,080 | 0,160 | 0,090 | 0,180 | 0,090 | 0,180 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 176 | 400 | 0,080 | 0,170 | 0,090 | 0,180 | 0,100 | 0,210 |
| 1000–1200 N/mm² | L + E | 154 | 350 | 0,060 | 0,130 | 0,070 | 0,140 | 0,080 | 0,160 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 187 | 425 | 0,080 | 0,170 | 0,090 | 0,180 | 0,100 | 0,210 |
| 850–1100 N/mm² | L + E | 176 | 400 | 0,080 | 0,160 | 0,090 | 0,180 | 0,090 | 0,180 | |
| 1100–1400 N/mm² | L + E | 176 | 400 | 0,080 | 0,160 | 0,090 | 0,180 | 0,090 | 0,180 | |
| 1080 (33HRC) | L + E | 176 | 400 | 0,080 | 0,160 | 0,090 | 0,180 | 0,090 | 0,180 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 238 | 0,080 | 0,160 | 0,090 | 0,180 | 0,090 | 0,180 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 238 | 0,060 | 0,120 | 0,060 | 0,120 | 0,060 | 0,130 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 127 | 288 | 0,080 | 0,170 | 0,090 | 0,180 | 0,100 | 0,210 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 121 | 275 | 0,080 | 0,160 | 0,090 | 0,180 | 0,090 | 0,180 |
| < 850 N/mm² | E | 105 | 238 | 0,080 | 0,160 | 0,090 | 0,180 | 0,090 | 0,180 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 88 | 200 | 0,080 | 0,160 | 0,080 | 0,170 | 0,090 | 0,180 |
| Sonderlegierungen | < 1200 N/mm² | E | 72 | 163 | 0,060 | 0,130 | 0,070 | 0,140 | 0,080 | 0,170 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 66 | 150 | 0,080 | 0,160 | 0,090 | 0,180 | 0,090 | 0,180 |
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 400 | 550 | 0,100 | 0,200 | 0,110 | 0,220 | 0,120 | 0,240 |
| Aluminium, Al-Gusslegierungen < 10% | < 600 N/mm² | E | 300 | 450 | 0,100 | 0,190 | 0,100 | 0,200 | 0,110 | 0,230 |
| Aluminium, Al-Gusslegierungen > 10% | < 600 N/mm² | E | 150 | 250 | 0,100 | 0,190 | 0,100 | 0,200 | 0,110 | 0,230 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 120 | 180 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 |
| Messing, kurzspanend | < 600 N/mm² | E | 150 | 250 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 |
| Messing, langspanend | < 600 N/mm² | E | 150 | 200 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 |
| Bronze, kurzspanend | < 600 N/mm² | E | 150 | 200 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 |
| 650–850 N/mm² | E | 120 | 200 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 | |
| Bronze, langspanend | < 850 N/mm² | E | 120 | 200 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 |
| Schnittwerte für Statisch 4xd1 | ||||||||||
| Für Ø 6 - 10 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 6 | Ø 8 | Ø 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 231 | 504 | 0,050 | 0,100 | 0,060 | 0,130 | 0,080 | 0,170 |
| 500–850 N/mm² | L + E | 187 | 408 | 0,040 | 0,090 | 0,060 | 0,130 | 0,080 | 0,150 | |
| Automatenstähle | < 850 N/mm² | L + E | 187 | 408 | 0,040 | 0,090 | 0,060 | 0,130 | 0,080 | 0,150 |
| 850–1000 N/mm² | L + E | 176 | 384 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 182 | 396 | 0,050 | 0,100 | 0,060 | 0,130 | 0,080 | 0,170 |
| 700–850 N/mm² | L + E | 182 | 396 | 0,040 | 0,090 | 0,060 | 0,130 | 0,080 | 0,160 | |
| 850–1000 N/mm² | L + E | 182 | 396 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 176 | 384 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| 1000–1200 N/mm² | L + E | 154 | 336 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 231 | 504 | 0,050 | 0,100 | 0,060 | 0,130 | 0,080 | 0,170 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 176 | 384 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| 850–1200 N/mm² | L + E | 154 | 336 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 176 | 384 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| 1000–1200 N/mm² | L + E | 154 | 336 | 0,040 | 0,080 | 0,040 | 0,090 | 0,060 | 0,110 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 187 | 408 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| 850–1100 N/mm² | L + E | 176 | 384 | 0,030 | 0,060 | 0,040 | 0,090 | 0,060 | 0,130 | |
| 1100–1400 N/mm² | L + E | 176 | 384 | 0,030 | 0,060 | 0,040 | 0,090 | 0,060 | 0,130 | |
| 1080 (33HRC) | L + E | 176 | 384 | 0,030 | 0,060 | 0,040 | 0,090 | 0,060 | 0,130 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 228 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 228 | 0,030 | 0,060 | 0,040 | 0,080 | 0,050 | 0,100 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 127 | 276 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 121 | 264 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 |
| < 850 N/mm² | E | 105 | 228 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 88 | 192 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 |
| Sonderlegierungen | < 1200 N/mm² | E | 72 | 156 | 0,030 | 0,060 | 0,040 | 0,090 | 0,060 | 0,110 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 66 | 144 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 |
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 400 | 509 | 0,050 | 0,100 | 0,060 | 0,130 | 0,080 | 0,170 |
| Aluminium, Al-Gusslegierungen < 10% | < 600 N/mm² | E | 300 | 416 | 0,040 | 0,090 | 0,060 | 0,130 | 0,080 | 0,150 |
| Aluminium, Al-Gusslegierungen > 10% | < 600 N/mm² | E | 150 | 231 | 0,040 | 0,090 | 0,060 | 0,130 | 0,080 | 0,150 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 120 | 166 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| Messing, kurzspanend | < 600 N/mm² | E | 150 | 231 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| Messing, langspanend | < 600 N/mm² | E | 150 | 166 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| Bronze, kurzspanend | < 600 N/mm² | E | 150 | 166 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| 650–850 N/mm² | E | 120 | 166 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 | |
| Bronze, langspanend | < 850 N/mm² | E | 120 | 166 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| Schnittwerte für Dynamisch 4xd1 | ||||||||||
| Für Ø 6 - 10 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 6 | Ø 8 | Ø 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 231 | 525 | 0,050 | 0,100 | 0,060 | 0,130 | 0,080 | 0,170 |
| 500–850 N/mm² | L + E | 187 | 425 | 0,040 | 0,090 | 0,060 | 0,130 | 0,080 | 0,160 | |
| Automatenstähle | < 850 N/mm² | L + E | 187 | 425 | 0,040 | 0,090 | 0,060 | 0,130 | 0,080 | 0,160 |
| 850–1000 N/mm² | L + E | 176 | 400 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,150 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 182 | 413 | 0,050 | 0,100 | 0,060 | 0,130 | 0,080 | 0,170 |
| 700–850 N/mm² | L + E | 182 | 413 | 0,040 | 0,090 | 0,060 | 0,130 | 0,080 | 0,160 | |
| 850–1000 N/mm² | L + E | 182 | 413 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,150 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 176 | 400 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,150 |
| 1000–1200 N/mm² | L + E | 154 | 350 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 231 | 525 | 0,050 | 0,100 | 0,060 | 0,130 | 0,080 | 0,170 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 176 | 400 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,150 |
| 850–1200 N/mm² | L + E | 154 | 350 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 176 | 400 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,150 |
| 1000–1200 N/mm² | L + E | 154 | 350 | 0,040 | 0,080 | 0,040 | 0,090 | 0,060 | 0,120 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 187 | 425 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,150 |
| 850–1100 N/mm² | L + E | 176 | 400 | 0,030 | 0,070 | 0,040 | 0,090 | 0,060 | 0,130 | |
| 1100–1400 N/mm² | L + E | 176 | 400 | 0,030 | 0,070 | 0,040 | 0,090 | 0,060 | 0,130 | |
| 1080 (33HRC) | L + E | 176 | 400 | 0,030 | 0,070 | 0,040 | 0,090 | 0,060 | 0,130 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 238 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 238 | 0,030 | 0,070 | 0,040 | 0,080 | 0,050 | 0,100 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 127 | 288 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,150 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 121 | 275 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 |
| < 850 N/mm² | E | 105 | 238 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 88 | 200 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 |
| Sonderlegierungen | < 1200 N/mm² | E | 72 | 163 | 0,030 | 0,070 | 0,040 | 0,090 | 0,060 | 0,120 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 66 | 150 | 0,040 | 0,080 | 0,050 | 0,100 | 0,060 | 0,130 |
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 400 | 550 | 0,050 | 0,100 | 0,060 | 0,130 | 0,080 | 0,170 |
| Aluminium, Al-Gusslegierungen < 10% | < 600 N/mm² | E | 300 | 450 | 0,040 | 0,090 | 0,060 | 0,130 | 0,080 | 0,150 |
| Aluminium, Al-Gusslegierungen > 10% | < 600 N/mm² | E | 150 | 250 | 0,040 | 0,090 | 0,060 | 0,130 | 0,080 | 0,150 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 120 | 180 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| Messing, kurzspanend | < 600 N/mm² | E | 150 | 250 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| Messing, langspanend | < 600 N/mm² | E | 150 | 200 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| Bronze, kurzspanend | < 600 N/mm² | E | 150 | 200 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| 650–850 N/mm² | E | 120 | 200 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 | |
| Bronze, langspanend | < 850 N/mm² | E | 120 | 200 | 0,040 | 0,080 | 0,050 | 0,100 | 0,070 | 0,140 |
| Legende | ||
| L = Luft | ae = 0,03xd1 - 0,20xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 4xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Die Wahl der richtigen Aufnahme ist ein entscheidender Faktor bei der Trochoidalbearbeitung. Die besten Ergebnisse wurden mit einem IK Weldon-Werkzeughalter erzielt (Wuchtgüte G2,5/18000U/min). | ||
| Schnittwerte für Statisch 4xd1 | ||||||
| Für 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 20 | ||||||
| min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 231 | 504 | 0,140 | 0,280 |
| 500–850 N/mm² | L + E | 187 | 408 | 0,130 | 0,260 | |
| Automatenstähle | < 850 N/mm² | L + E | 187 | 408 | 0,130 | 0,260 |
| 850–1000 N/mm² | L + E | 176 | 384 | 0,120 | 0,230 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 182 | 396 | 0,140 | 0,280 |
| 700–850 N/mm² | L + E | 182 | 396 | 0,130 | 0,260 | |
| 850–1000 N/mm² | L + E | 182 | 396 | 0,120 | 0,230 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 176 | 384 | 0,120 | 0,230 |
| 1000–1200 N/mm² | L + E | 154 | 336 | 0,090 | 0,170 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 231 | 504 | 0,140 | 0,280 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 176 | 384 | 0,120 | 0,230 |
| 850–1200 N/mm² | L + E | 154 | 336 | 0,100 | 0,200 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 176 | 384 | 0,120 | 0,230 |
| 1000–1200 N/mm² | L + E | 154 | 336 | 0,090 | 0,170 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 187 | 408 | 0,120 | 0,230 |
| 850–1100 N/mm² | L + E | 176 | 384 | 0,100 | 0,200 | |
| 1100–1400 N/mm² | L + E | 176 | 384 | 0,100 | 0,200 | |
| 1080 (33HRC) | L + E | 176 | 384 | 0,100 | 0,200 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 228 | 0,100 | 0,200 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 228 | 0,070 | 0,140 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 127 | 276 | 0,120 | 0,230 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 121 | 264 | 0,100 | 0,200 |
| < 850 N/mm² | E | 105 | 228 | 0,100 | 0,200 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 88 | 192 | 0,100 | 0,200 |
| Sonderlegierungen | < 1200 N/mm² | E | 72 | 156 | 0,090 | 0,190 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 66 | 144 | 0,100 | 0,200 |
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 400 | 509 | 0,140 | 0,280 |
| Aluminium, Al-Gusslegierungen < 10% | < 600 N/mm² | E | 300 | 416 | 0,130 | 0,260 |
| Aluminium, Al-Gusslegierungen > 10% | < 600 N/mm² | E | 150 | 231 | 0,130 | 0,260 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 120 | 166 | 0,120 | 0,230 |
| Messing, kurzspanend | < 600 N/mm² | E | 150 | 231 | 0,120 | 0,230 |
| Messing, langspanend | < 600 N/mm² | E | 150 | 166 | 0,120 | 0,230 |
| Bronze, kurzspanend | < 600 N/mm² | E | 150 | 166 | 0,120 | 0,230 |
| 650–850 N/mm² | E | 120 | 166 | 0,120 | 0,230 | |
| Bronze, langspanend | < 850 N/mm² | E | 120 | 166 | 0,120 | 0,230 |
| Schnittwerte für Statisch 4xd1 | ||||||||||
| Für Ø 12 - 16 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 12 | Ø 14 | Ø 16 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 231 | 504 | 0,100 | 0,200 | 0,110 | 0,220 | 0,120 | 0,240 |
| 500–850 N/mm² | L + E | 187 | 408 | 0,100 | 0,190 | 0,100 | 0,200 | 0,110 | 0,230 | |
| Automatenstähle | < 850 N/mm² | L + E | 187 | 408 | 0,090 | 0,180 | 0,100 | 0,190 | 0,110 | 0,230 |
| 850–1000 N/mm² | L + E | 176 | 384 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 182 | 396 | 0,100 | 0,200 | 0,110 | 0,220 | 0,120 | 0,240 |
| 700–850 N/mm² | L + E | 182 | 396 | 0,100 | 0,190 | 0,110 | 0,210 | 0,110 | 0,230 | |
| 850–1000 N/mm² | L + E | 182 | 396 | 0,080 | 0,170 | 0,090 | 0,180 | 0,100 | 0,200 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 176 | 384 | 0,080 | 0,150 | 0,090 | 0,180 | 0,100 | 0,200 |
| 1000–1200 N/mm² | L + E | 154 | 336 | 0,070 | 0,140 | 0,070 | 0,150 | 0,080 | 0,150 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 231 | 504 | 0,100 | 0,200 | 0,110 | 0,220 | 0,120 | 0,240 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 176 | 384 | 0,080 | 0,170 | 0,090 | 0,180 | 0,100 | 0,200 |
| 850–1200 N/mm² | L + E | 154 | 336 | 0,080 | 0,150 | 0,090 | 0,180 | 0,090 | 0,180 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 176 | 384 | 0,080 | 0,170 | 0,090 | 0,180 | 0,100 | 0,200 |
| 1000–1200 N/mm² | L + E | 154 | 336 | 0,060 | 0,130 | 0,070 | 0,140 | 0,080 | 0,150 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 187 | 408 | 0,080 | 0,170 | 0,090 | 0,180 | 0,100 | 0,200 |
| 850–1100 N/mm² | L + E | 176 | 384 | 0,080 | 0,150 | 0,090 | 0,180 | 0,090 | 0,180 | |
| 1100–1400 N/mm² | L + E | 176 | 384 | 0,080 | 0,150 | 0,090 | 0,180 | 0,090 | 0,180 | |
| 1080 (33HRC) | L + E | 176 | 384 | 0,080 | 0,150 | 0,090 | 0,180 | 0,090 | 0,180 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 228 | 0,080 | 0,150 | 0,090 | 0,180 | 0,090 | 0,180 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 228 | 0,060 | 0,110 | 0,060 | 0,120 | 0,060 | 0,130 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 127 | 276 | 0,080 | 0,170 | 0,090 | 0,180 | 0,100 | 0,200 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 121 | 264 | 0,080 | 0,150 | 0,090 | 0,180 | 0,090 | 0,180 |
| < 850 N/mm² | E | 105 | 228 | 0,080 | 0,150 | 0,090 | 0,180 | 0,090 | 0,180 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 88 | 192 | 0,080 | 0,160 | 0,080 | 0,170 | 0,090 | 0,180 |
| Sonderlegierungen | < 1200 N/mm² | E | 72 | 156 | 0,060 | 0,130 | 0,070 | 0,140 | 0,080 | 0,170 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 66 | 144 | 0,080 | 0,150 | 0,090 | 0,180 | 0,090 | 0,180 |
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 400 | 509 | 0,100 | 0,200 | 0,110 | 0,220 | 0,120 | 0,240 |
| Aluminium, Al-Gusslegierungen < 10% | < 600 N/mm² | E | 300 | 416 | 0,100 | 0,190 | 0,100 | 0,200 | 0,110 | 0,230 |
| Aluminium, Al-Gusslegierungen > 10% | < 600 N/mm² | E | 150 | 231 | 0,100 | 0,190 | 0,100 | 0,200 | 0,110 | 0,230 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 120 | 166 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 |
| Messing, kurzspanend | < 600 N/mm² | E | 150 | 231 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 |
| Messing, langspanend | < 600 N/mm² | E | 150 | 166 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 |
| Bronze, kurzspanend | < 600 N/mm² | E | 150 | 166 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 |
| 650–850 N/mm² | E | 120 | 166 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 | |
| Bronze, langspanend | < 850 N/mm² | E | 120 | 166 | 0,080 | 0,170 | 0,900 | 0,180 | 0,100 | 0,200 |
Zuletzt angesehen

Gewindestift mit Innensechskant und Ringschneide ISO 4029, Edelstahl A2 - 21H, blank

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, verzinkt blau passiviert (A2K)

Präzisionskreppband STRONG

Linsensenk-Blechschraube Form C mit Kreuzschlitz H

System-Sortiment 4.4.1 Schraubendreher VDE SL/PH 5-teilig

Kabeltülle PVC

ET-HINTERRAD
ZB-KLAUENSCHUTZ-F.ALUF.4ST.-G108A1

Schnellverschlusskupplung Innengewinde Serie 2000

Eindrehwerkzeug selbstschneidend