





STC end mill Speedtwister-Inox, extra long XL, five cutting edges, uneven angle of twist gradient, 5xD
End mill Speedtwister Inox WN 5xD type N
ENDMIL-SHA-STW-WN-XL-STC-IX-UD-HB-D12
Art.-no. 5443310604
EAN 4062856187195






















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6197 |
Material to be processed | Steel, Stainless steel, Aluminium, Titanium |
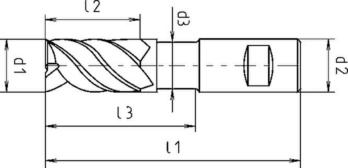
Diameter (d1) | 12 mm |
Shank diameter (d2) | 12 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | ULTRADUR |
Coolant supply | External |
Twist angle | 45° Vario |
Length (l1) | 115 mm |
Cutting edge length (l2) | 62 mm |
Number of cutting edges (Z) | 5 PCS |
Corner chamfer | 0.05 mm |
Tolerance of cutting edge diameter | f8 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Aluminium |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae(radial cutting thickness) = 0.03xd1-0.14xd1 |
| ap (axial cutting thickness) = 5xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. Choosing the right mount is a critical factor in trochoidal machining. The best results were achieved with an IC Weldon tool holder (balancing quality G2.5/18,000 rpm). |
| Cutting values for static contour | ||||||||||
| For dia. 6-10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 231 | 504 | 0,050 | 0,101 | 0,063 | 0,126 | 0,083 | 0,165 |
| 500-850 N/mm² | L + E | 187 | 408 | 0,045 | 0,090 | 0,063 | 0,126 | 0,076 | 0,151 | |
| Carbon steels | < 850 N/mm² | L + E | 187 | 408 | 0,045 | 0,090 | 0,063 | 0,126 | 0,076 | 0,151 |
| 850-1000 N/mm² | L + E | 176 | 384 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 181 | 396 | 0,050 | 0,101 | 0,063 | 0,126 | 0,083 | 0,165 |
| 700-850 N/mm² | L + E | 181 | 396 | 0,045 | 0,090 | 0,063 | 0,126 | 0,078 | 0,157 | |
| 850-1000 N/mm² | L + E | 181 | 396 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 176 | 384 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 |
| 1000-1200 N/mm² | L + E | 154 | 336 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 231 | 504 | 0,050 | 0,101 | 0,063 | 0,126 | 0,083 | 0,165 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 176 | 384 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 |
| 1000-1200 N/mm² | L + E | 154 | 336 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 | |
| Nitriding steels | < 1000 N/mm² | L + E | 176 | 384 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 |
| 1000-1200 N/mm² | L + E | 154 | 336 | 0,038 | 0,076 | 0,045 | 0,090 | 0,057 | 0,115 | |
| Tool steels | < 850 N/mm² | L + E | 187 | 408 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 |
| 850-1100 N/mm² | L + E | 176 | 384 | 0,032 | 0,064 | 0,045 | 0,090 | 0,063 | 0,126 | |
| High-speed steels | 850-1200 N/mm² | L + E | 104 | 228 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 |
| Spring steels | < 1200 N/mm² | L + E | 104 | 228 | 0,032 | 0,064 | 0,038 | 0,076 | 0,050 | 0,101 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 126 | 276 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 |
| Stainless steels, austenitic | < 700 N/mm² | E | 121 | 264 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 |
| < 850 N/mm² | E | 104 | 228 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 88 | 192 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 |
| Special alloys | < 1200 N/mm² | E | 71 | 156 | 0,032 | 0,064 | 0,045 | 0,090 | 0,057 | 0,115 |
| Titanium, titanium alloys | < 850 N/mm² | E | 66 | 144 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 |
| Cutting values for dynamic contour | ||||||||
| For dia. 12-16 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12 | Dia. 16 | |||||||
| min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | L + E | 231 | 525 | 0,101 | 0,209 | 0,120 | 0,249 |
| 500-850 N/mm² | L + E | 187 | 425 | 0,095 | 0,197 | 0,113 | 0,235 | |
| Carbon steels | < 850 N/mm² | L + E | 187 | 425 | 0,088 | 0,183 | 0,113 | 0,235 |
| 850-1000 N/mm² | L + E | 176 | 400 | 0,083 | 0,171 | 0,101 | 0,209 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 181 | 412 | 0,101 | 0,209 | 0,120 | 0,249 |
| 700-850 N/mm² | L + E | 181 | 412 | 0,095 | 0,197 | 0,113 | 0,235 | |
| 850-1000 N/mm² | L + E | 181 | 412 | 0,083 | 0,171 | 0,101 | 0,209 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 176 | 400 | 0,076 | 0,157 | 0,101 | 0,209 |
| 1000-1200 N/mm² | L + E | 154 | 350 | 0,070 | 0,145 | 0,076 | 0,157 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 231 | 525 | 0,101 | 0,209 | 0,120 | 0,248 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 176 | 400 | 0,083 | 0,171 | 0,101 | 0,209 |
| 1000-1200 N/mm² | L + E | 154 | 350 | 0,076 | 0,157 | 0,088 | 0,183 | |
| Nitriding steels | < 1000 N/mm² | L + E | 176 | 400 | 0,083 | 0,171 | 0,101 | 0,209 |
| 1000-1200 N/mm² | L + E | 154 | 350 | 0,063 | 0,131 | 0,076 | 0,157 | |
| Tool steels | < 850 N/mm² | L + E | 187 | 425 | 0,083 | 0,171 | 0,101 | 0,209 |
| 850-1100 N/mm² | L + E | 176 | 400 | 0,076 | 0,157 | 0,088 | 0,183 | |
| High-speed steels | 850-1200 N/mm² | L + E | 104 | 237 | 0,076 | 0,157 | 0,088 | 0,183 |
| Spring steels | < 1200 N/mm² | L + E | 104 | 237 | 0,057 | 0,119 | 0,063 | 0,131 |
| High grade steels | ||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 126 | 287 | 0,083 | 0,171 | 0,101 | 0,209 |
| Stainless steels, austenitic | < 700 N/mm² | E | 121 | 275 | 0,076 | 0,157 | 0,088 | 0,183 |
| < 850 N/mm² | E | 104 | 237 | 0,076 | 0,157 | 0,088 | 0,183 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 88 | 200 | 0,078 | 0,162 | 0,088 | 0,183 |
| Special alloys | < 1200 N/mm² | E | 71 | 162 | 0,063 | 0,131 | 0,083 | 0,171 |
| Titanium, titanium alloys | < 850 N/mm² | E | 66 | 150 | 0,076 | 0,157 | 0,088 | 0,183 |
| Cutting values for dynamic contour | ||||||||||
| For dia. 6-10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 231 | 525 | 0,050 | 0,104 | 0,063 | 0,131 | 0,083 | 0,171 |
| 500-850 N/mm² | L + E | 187 | 425 | 0,045 | 0,093 | 0,063 | 0,131 | 0,076 | 0,157 | |
| Carbon steels | < 850 N/mm² | L + E | 187 | 425 | 0,045 | 0,093 | 0,063 | 0,131 | 0,076 | 0,157 |
| 850-1000 N/mm² | L + E | 176 | 400 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 181 | 412 | 0,050 | 0,104 | 0,063 | 0,131 | 0,083 | 0,171 |
| 700-850 N/mm² | L + E | 181 | 412 | 0,045 | 0,093 | 0,063 | 0,131 | 0,078 | 0,162 | |
| 850-1000 N/mm² | L + E | 181 | 412 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 176 | 400 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 |
| 1000-1200 N/mm² | L + E | 154 | 350 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 231 | 525 | 0,050 | 0,104 | 0,063 | 0,131 | 0,083 | 0,171 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 176 | 400 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 |
| 1000-1200 N/mm² | L + E | 154 | 350 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 | |
| Nitriding steels | < 1000 N/mm² | L + E | 176 | 400 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 |
| 1000-1200 N/mm² | L + E | 154 | 350 | 0,038 | 0,078 | 0,045 | 0,093 | 0,057 | 0,119 | |
| Tool steels | < 850 N/mm² | L + E | 187 | 425 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 |
| 850-1100 N/mm² | L + E | 176 | 400 | 0,032 | 0,067 | 0,045 | 0,093 | 0,063 | 0,131 | |
| High-speed steels | 850-1200 N/mm² | L + E | 104 | 237 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 |
| Spring steels | < 1200 N/mm² | L + E | 104 | 237 | 0,032 | 0,067 | 0,038 | 0,078 | 0,050 | 0,104 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 126 | 287 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 |
| Stainless steels, austenitic | < 700 N/mm² | E | 121 | 275 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 |
| < 850 N/mm² | E | 104 | 237 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 88 | 200 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 |
| Special alloys | < 1200 N/mm² | E | 71 | 162 | 0,032 | 0,067 | 0,045 | 0,093 | 0,057 | 0,119 |
| Titanium, titanium alloys | < 850 N/mm² | E | 66 | 150 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae(radial cutting thickness) = 0.03xd1-0.14xd1 |
| ap (axial cutting thickness) = 5xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. Choosing the right mount is a critical factor in trochoidal machining. The best results were achieved with an IC Weldon tool holder (balancing quality G2.5/18,000 rpm). |
| Cutting values for static contour | ||||||||
| For dia. 12-16 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12 | Dia. 16 | |||||||
| min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | L + E | 231 | 504 | 0,101 | 0,202 | 0,120 | 0,241 |
| 500-850 N/mm² | L + E | 187 | 408 | 0,095 | 0,190 | 0,113 | 0,227 | |
| Carbon steels | < 850 N/mm² | L + E | 187 | 408 | 0,088 | 0,176 | 0,113 | 0,227 |
| 850-1000 N/mm² | L + E | 176 | 384 | 0,083 | 0,165 | 0,101 | 0,202 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 181 | 396 | 0,101 | 0,202 | 0,120 | 0,241 |
| 700-850 N/mm² | L + E | 181 | 396 | 0,095 | 0,190 | 0,113 | 0,227 | |
| 850-1000 N/mm² | L + E | 181 | 396 | 0,083 | 0,165 | 0,101 | 0,202 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 176 | 384 | 0,076 | 0,151 | 0,101 | 0,202 |
| 1000-1200 N/mm² | L + E | 154 | 336 | 0,070 | 0,140 | 0,076 | 0,151 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 231 | 504 | 0,101 | 0,202 | 0,120 | 0,239 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 176 | 384 | 0,083 | 0,165 | 0,101 | 0,202 |
| 1000-1200 N/mm² | L + E | 154 | 336 | 0,076 | 0,151 | 0,088 | 0,176 | |
| Nitriding steels | < 1000 N/mm² | L + E | 176 | 384 | 0,083 | 0,165 | 0,101 | 0,202 |
| 1000-1200 N/mm² | L + E | 154 | 336 | 0,063 | 0,126 | 0,076 | 0,151 | |
| Tool steels | < 850 N/mm² | L + E | 187 | 408 | 0,083 | 0,165 | 0,101 | 0,202 |
| 850-1100 N/mm² | L + E | 176 | 384 | 0,076 | 0,151 | 0,088 | 0,176 | |
| High-speed steels | 850-1200 N/mm² | L + E | 104 | 228 | 0,076 | 0,151 | 0,088 | 0,176 |
| Spring steels | < 1200 N/mm² | L + E | 104 | 228 | 0,057 | 0,115 | 0,063 | 0,126 |
| High grade steels | ||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 126 | 276 | 0,083 | 0,165 | 0,101 | 0,202 |
| Stainless steels, austenitic | < 700 N/mm² | E | 121 | 264 | 0,076 | 0,151 | 0,088 | 0,176 |
| < 850 N/mm² | E | 104 | 228 | 0,076 | 0,151 | 0,088 | 0,176 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 88 | 192 | 0,078 | 0,157 | 0,088 | 0,176 |
| Special alloys | < 1200 N/mm² | E | 71 | 156 | 0,063 | 0,126 | 0,083 | 0,165 |
| Titanium, titanium alloys | < 850 N/mm² | E | 66 | 144 | 0,076 | 0,151 | 0,088 | 0,176 |
Last viewed

Screw, hexagon head with shaft ISO 4014, plain A4-80 stainless steel

Threaded rod DIN 976-1 (shape A) with standard metric ISO thread, zinc-plated steel 8.8, blue passivated (A2K)

Ducting clamp DIN3015-1, lightweight series, smooth inner surface, W.TEC series

Pan head tapping screw, shape C with flange

Compact workshop trolley

Halogen bulb

Flat washer without chamfer ISO 7089 steel 300 HV, zinc flake silver

Occupational shoes

Outer corner for FB windowsill duct

1/2 inch socket wrench TX