





STC end mill Speedtwister-Inox, long, optional, five cutting edges, uneven angle of twist gradient, 3xD
End mill Speedtwister Inox WN 3xD type N
ENDMIL-SHA-STW-WN-L-STC-IX-UD-HB-D20
Art.-no. 5443310409
EAN 4062856187249






















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6107 |
Material to be processed | Steel, Stainless steel, Titanium, Aluminium |
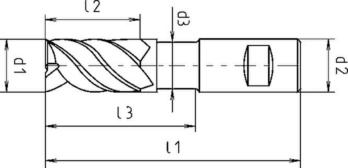
Diameter (d1) | 20 mm |
Shank diameter (d2) | 20 mm |
Clearance diameter (d3) | 19.8 mm |
Standards | CS |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | ULTRADUR |
Coolant supply | External |
Twist angle | 45° Vario |
Length (l1) | 125 mm |
Cutting edge length (l2) | 62 mm |
Clearance length (l3) | 70 mm |
Number of cutting edges (Z) | 5 PCS |
Corner chamfer | 0.05 mm |
Tolerance of cutting edge diameter | f8 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Aluminium |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae (radial cutting thickness) = 0.03xd1-0.14xd1 |
| ap (axial cutting thickness) = 3xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. Choosing the right mount is a critical factor in trochoidal machining. The best results were achieved with an IC Weldon tool holder (balancing quality G2.5/18,000 rpm). |
| Cutting values for dynamic contour | ||||||||||
| For dia. 12-20 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 12 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,108 | 0,238 | 0,129 | 0,284 | 0,156 | 0,343 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,102 | 0,224 | 0,122 | 0,267 | 0,143 | 0,314 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,095 | 0,208 | 0,122 | 0,267 | 0,143 | 0,314 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 445 | 0,108 | 0,238 | 0,129 | 0,284 | 0,156 | 0,343 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,102 | 0,224 | 0,122 | 0,267 | 0,143 | 0,314 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,081 | 0,178 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,075 | 0,165 | 0,081 | 0,178 | 0,108 | 0,238 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,108 | 0,238 | 0,128 | 0,282 | 0,156 | 0,343 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,068 | 0,149 | 0,081 | 0,178 | 0,108 | 0,238 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 256 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 256 | 0,062 | 0,135 | 0,068 | 0,149 | 0,095 | 0,208 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 310 | 0,089 | 0,195 | 0,108 | 0,238 | 0,122 | 0,267 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 |
| < 850 N/mm² | E | 142 | 256 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,084 | 0,185 | 0,095 | 0,208 | 0,108 | 0,238 |
| Special alloys | < 1200 N/mm² | E | 97 | 175 | 0,068 | 0,149 | 0,089 | 0,195 | 0,108 | 0,238 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 |
| Cutting values for dynamic contour | ||||||||||
| For dia. 6-10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,048 | 0,106 | 0,068 | 0,149 | 0,081 | 0,178 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,048 | 0,106 | 0,068 | 0,149 | 0,081 | 0,178 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 445 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,048 | 0,106 | 0,068 | 0,149 | 0,084 | 0,185 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,048 | 0,106 | 0,062 | 0,135 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,035 | 0,076 | 0,048 | 0,106 | 0,068 | 0,149 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 256 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 256 | 0,035 | 0,076 | 0,041 | 0,089 | 0,054 | 0,119 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 310 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| < 850 N/mm² | E | 142 | 256 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Special alloys | < 1200 N/mm² | E | 97 | 175 | 0,035 | 0,076 | 0,048 | 0,106 | 0,062 | 0,135 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Cutting values for static contour | ||||||||||
| For dia. 3-5 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 412 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| 700-850 N/mm² | L + E | 247 | 412 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 | |
| 850-1000 N/mm² | L + E | 247 | 412 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,019 | 0,041 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,025 | 0,054 | 0,025 | 0,054 | 0,032 | 0,069 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,022 | 0,048 | 0,028 | 0,060 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 237 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 237 | 0,015 | 0,033 | 0,020 | 0,042 | 0,025 | 0,054 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 287 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,019 | 0,041 | 0,025 | 0,054 | 0,032 | 0,069 |
| < 850 N/mm² | E | 142 | 237 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Special alloys | < 1200 N/mm² | E | 97 | 162 | 0,015 | 0,033 | 0,020 | 0,042 | 0,025 | 0,054 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Cutting values for dynamic contour | ||||||||||
| For dia. 3-5 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 445 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,020 | 0,045 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,027 | 0,059 | 0,027 | 0,059 | 0,035 | 0,076 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,024 | 0,053 | 0,030 | 0,066 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 256 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 256 | 0,017 | 0,036 | 0,021 | 0,046 | 0,027 | 0,059 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 310 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,020 | 0,045 | 0,027 | 0,059 | 0,035 | 0,076 |
| < 850 N/mm² | E | 142 | 256 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Special alloys | < 1200 N/mm² | E | 97 | 175 | 0,017 | 0,036 | 0,021 | 0,046 | 0,027 | 0,059 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae (radial cutting thickness) = 0.03xd1-0.14xd1 |
| ap (axial cutting thickness) = 3xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. Choosing the right mount is a critical factor in trochoidal machining. The best results were achieved with an IC Weldon tool holder (balancing quality G2.5/18,000 rpm). |
| Cutting values for static contour | ||||||||||
| For dia. 12-20 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 12 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,101 | 0,216 | 0,120 | 0,258 | 0,146 | 0,312 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,095 | 0,204 | 0,113 | 0,243 | 0,133 | 0,285 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,088 | 0,189 | 0,113 | 0,243 | 0,133 | 0,285 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 412 | 0,101 | 0,216 | 0,120 | 0,258 | 0,146 | 0,312 |
| 700-850 N/mm² | L + E | 247 | 412 | 0,095 | 0,204 | 0,113 | 0,243 | 0,133 | 0,285 | |
| 850-1000 N/mm² | L + E | 247 | 412 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,076 | 0,162 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,070 | 0,150 | 0,076 | 0,162 | 0,101 | 0,216 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,101 | 0,216 | 0,120 | 0,257 | 0,146 | 0,312 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,063 | 0,135 | 0,076 | 0,162 | 0,101 | 0,216 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 237 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 237 | 0,057 | 0,123 | 0,063 | 0,135 | 0,088 | 0,189 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 287 | 0,083 | 0,177 | 0,101 | 0,216 | 0,113 | 0,243 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 |
| < 850 N/mm² | E | 142 | 237 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,078 | 0,168 | 0,088 | 0,189 | 0,101 | 0,216 |
| Special alloys | < 1200 N/mm² | E | 97 | 162 | 0,063 | 0,135 | 0,083 | 0,177 | 0,101 | 0,216 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 |
| Cutting values for static contour | ||||||||||
| For dia. 6-10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,045 | 0,096 | 0,063 | 0,135 | 0,076 | 0,162 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,045 | 0,096 | 0,063 | 0,135 | 0,076 | 0,162 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 412 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| 700-850 N/mm² | L + E | 247 | 412 | 0,045 | 0,096 | 0,063 | 0,135 | 0,078 | 0,168 | |
| 850-1000 N/mm² | L + E | 247 | 412 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,045 | 0,096 | 0,057 | 0,123 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,032 | 0,069 | 0,045 | 0,096 | 0,063 | 0,135 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 237 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 237 | 0,032 | 0,069 | 0,038 | 0,081 | 0,050 | 0,108 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 287 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| < 850 N/mm² | E | 142 | 237 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| Special alloys | < 1200 N/mm² | E | 97 | 162 | 0,032 | 0,069 | 0,045 | 0,096 | 0,057 | 0,123 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
Last viewed

Drain and overflow set 1½"

HPC solid carbide drill Speeddrill 4.0-Inox, DIN 6537L, long 5xD, 4 drill heels, with internal cooling

Safety boots, S3 Uvex Macsole 6296

Protective glove electro

Screw tap, machine, blind hole Ruko M DIN 376 HSCo VAP shape C

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, zinc-plated, blue passivated (A2K)

1/2 inch socket wrench TX

Safety sandals, S1 Steitz VD PRO 1000 ESD

Work trousers Kübler Reflectiq 2207 8340

ISO insert holder with S clamping system for DC indexable inserts