





STC end mill Speedtwister-Inox, long, optional, five cutting edges, uneven angle of twist gradient, 3xD
End mill Speedtwister Inox WN 3xD type N
ENDMIL-SHA-STW-WN-L-STC-IX-UD-HB-D4
Art.-no. 5443310402
EAN 4062856187225






















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6107 |
Material to be processed | Steel, Stainless steel, Titanium, Aluminium |
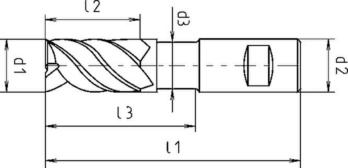
Diameter (d1) | 4 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 3.8 mm |
Standards | CS |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | ULTRADUR |
Coolant supply | External |
Twist angle | 45° Vario |
Length (l1) | 57 mm |
Cutting edge length (l2) | 13 mm |
Clearance length (l3) | 18 mm |
Number of cutting edges (Z) | 5 PCS |
Corner chamfer | 0.05 mm |
Tolerance of cutting edge diameter | f8 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Aluminium |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae (radial cutting thickness) = 0.03xd1-0.14xd1 |
| ap (axial cutting thickness) = 3xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. Choosing the right mount is a critical factor in trochoidal machining. The best results were achieved with an IC Weldon tool holder (balancing quality G2.5/18,000 rpm). |
| Cutting values for dynamic contour | ||||||||||
| For dia. 12-20 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 12 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,108 | 0,238 | 0,129 | 0,284 | 0,156 | 0,343 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,102 | 0,224 | 0,122 | 0,267 | 0,143 | 0,314 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,095 | 0,208 | 0,122 | 0,267 | 0,143 | 0,314 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 445 | 0,108 | 0,238 | 0,129 | 0,284 | 0,156 | 0,343 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,102 | 0,224 | 0,122 | 0,267 | 0,143 | 0,314 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,081 | 0,178 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,075 | 0,165 | 0,081 | 0,178 | 0,108 | 0,238 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,108 | 0,238 | 0,128 | 0,282 | 0,156 | 0,343 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,068 | 0,149 | 0,081 | 0,178 | 0,108 | 0,238 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 256 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 256 | 0,062 | 0,135 | 0,068 | 0,149 | 0,095 | 0,208 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 310 | 0,089 | 0,195 | 0,108 | 0,238 | 0,122 | 0,267 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 |
| < 850 N/mm² | E | 142 | 256 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,084 | 0,185 | 0,095 | 0,208 | 0,108 | 0,238 |
| Special alloys | < 1200 N/mm² | E | 97 | 175 | 0,068 | 0,149 | 0,089 | 0,195 | 0,108 | 0,238 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 |
| Cutting values for dynamic contour | ||||||||||
| For dia. 6-10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,048 | 0,106 | 0,068 | 0,149 | 0,081 | 0,178 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,048 | 0,106 | 0,068 | 0,149 | 0,081 | 0,178 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 445 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,048 | 0,106 | 0,068 | 0,149 | 0,084 | 0,185 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,048 | 0,106 | 0,062 | 0,135 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,035 | 0,076 | 0,048 | 0,106 | 0,068 | 0,149 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 256 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 256 | 0,035 | 0,076 | 0,041 | 0,089 | 0,054 | 0,119 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 310 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| < 850 N/mm² | E | 142 | 256 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Special alloys | < 1200 N/mm² | E | 97 | 175 | 0,035 | 0,076 | 0,048 | 0,106 | 0,062 | 0,135 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Cutting values for static contour | ||||||||||
| For dia. 3-5 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 412 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| 700-850 N/mm² | L + E | 247 | 412 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 | |
| 850-1000 N/mm² | L + E | 247 | 412 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,019 | 0,041 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,025 | 0,054 | 0,025 | 0,054 | 0,032 | 0,069 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,022 | 0,048 | 0,028 | 0,060 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 237 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 237 | 0,015 | 0,033 | 0,020 | 0,042 | 0,025 | 0,054 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 287 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,019 | 0,041 | 0,025 | 0,054 | 0,032 | 0,069 |
| < 850 N/mm² | E | 142 | 237 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Special alloys | < 1200 N/mm² | E | 97 | 162 | 0,015 | 0,033 | 0,020 | 0,042 | 0,025 | 0,054 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Cutting values for dynamic contour | ||||||||||
| For dia. 3-5 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 445 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,020 | 0,045 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,027 | 0,059 | 0,027 | 0,059 | 0,035 | 0,076 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,024 | 0,053 | 0,030 | 0,066 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 256 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 256 | 0,017 | 0,036 | 0,021 | 0,046 | 0,027 | 0,059 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 310 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,020 | 0,045 | 0,027 | 0,059 | 0,035 | 0,076 |
| < 850 N/mm² | E | 142 | 256 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Special alloys | < 1200 N/mm² | E | 97 | 175 | 0,017 | 0,036 | 0,021 | 0,046 | 0,027 | 0,059 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae (radial cutting thickness) = 0.03xd1-0.14xd1 |
| ap (axial cutting thickness) = 3xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. Choosing the right mount is a critical factor in trochoidal machining. The best results were achieved with an IC Weldon tool holder (balancing quality G2.5/18,000 rpm). |
| Cutting values for static contour | ||||||||||
| For dia. 12-20 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 12 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,101 | 0,216 | 0,120 | 0,258 | 0,146 | 0,312 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,095 | 0,204 | 0,113 | 0,243 | 0,133 | 0,285 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,088 | 0,189 | 0,113 | 0,243 | 0,133 | 0,285 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 412 | 0,101 | 0,216 | 0,120 | 0,258 | 0,146 | 0,312 |
| 700-850 N/mm² | L + E | 247 | 412 | 0,095 | 0,204 | 0,113 | 0,243 | 0,133 | 0,285 | |
| 850-1000 N/mm² | L + E | 247 | 412 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,076 | 0,162 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,070 | 0,150 | 0,076 | 0,162 | 0,101 | 0,216 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,101 | 0,216 | 0,120 | 0,257 | 0,146 | 0,312 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,063 | 0,135 | 0,076 | 0,162 | 0,101 | 0,216 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 237 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 237 | 0,057 | 0,123 | 0,063 | 0,135 | 0,088 | 0,189 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 287 | 0,083 | 0,177 | 0,101 | 0,216 | 0,113 | 0,243 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 |
| < 850 N/mm² | E | 142 | 237 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,078 | 0,168 | 0,088 | 0,189 | 0,101 | 0,216 |
| Special alloys | < 1200 N/mm² | E | 97 | 162 | 0,063 | 0,135 | 0,083 | 0,177 | 0,101 | 0,216 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 |
| Cutting values for static contour | ||||||||||
| For dia. 6-10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,045 | 0,096 | 0,063 | 0,135 | 0,076 | 0,162 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,045 | 0,096 | 0,063 | 0,135 | 0,076 | 0,162 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 412 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| 700-850 N/mm² | L + E | 247 | 412 | 0,045 | 0,096 | 0,063 | 0,135 | 0,078 | 0,168 | |
| 850-1000 N/mm² | L + E | 247 | 412 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,045 | 0,096 | 0,057 | 0,123 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,032 | 0,069 | 0,045 | 0,096 | 0,063 | 0,135 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 237 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 237 | 0,032 | 0,069 | 0,038 | 0,081 | 0,050 | 0,108 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 287 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| < 850 N/mm² | E | 142 | 237 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| Special alloys | < 1200 N/mm² | E | 97 | 162 | 0,032 | 0,069 | 0,045 | 0,096 | 0,057 | 0,123 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
Last viewed

Short sanding belt Klingspor LS 309 XH

Lubrication connection cleaning set

Belt Buckle

Twist drill bit HSCo DIN 338 Type RN MFD VARIO

Identification rings, PVC

Hexagonal bolt with shank ISO 4014, zinc plated 8.8 steel with thick-layer passivation (VZD)

Work scissors

Wide brush WB For water-based paints

Pipe linch pin

Corrugated pipe PP-MOD/BS UV