





STC end mill Speedtwister-Universal, long, optional, five cutting edges, uneven angle of twist gradient, 3xD
Milling cutter Speedtwister UNI WN 3xD type N
ENDMIL-SHA-STW-WN-L-STC-UV-TD-HB-D4
Art.-no. 5443310002
EAN 4062856187416






















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6117 |
Material to be processed | Steel, Stainless steel, Hard and tough material, Non-ferrous metal |
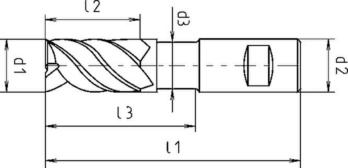
Diameter (d1) | 4 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 3.8 mm |
Standards | CS |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | TWINDUR |
Coolant supply | External |
Twist angle | 45° Vario |
Length (l1) | 57 mm |
Cutting edge length (l2) | 13 mm |
Clearance length (l3) | 18 mm |
Number of cutting edges (Z) | 5 PCS |
Corner chamfer | 0.05 mm |
Tolerance of cutting edge diameter | f8 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels, Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Steels > 45 HRC, Copper, Brass |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae (radial cutting thickness) = 0.03xd1-0.14xd1 |
| ap (axial cutting thickness) = 3xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. Choosing the right mount is a critical factor in trochoidal machining. The best results were achieved with an IC Weldon tool holder (balancing quality G2.5/18,000 rpm). |
| Cutting values for dynamic contour | ||||||||||
| For dia. 12-20 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 12 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,108 | 0,238 | 0,129 | 0,284 | 0,156 | 0,343 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,102 | 0,224 | 0,122 | 0,267 | 0,143 | 0,314 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,095 | 0,208 | 0,122 | 0,267 | 0,143 | 0,314 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 445 | 0,108 | 0,238 | 0,129 | 0,284 | 0,156 | 0,343 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,102 | 0,224 | 0,122 | 0,267 | 0,143 | 0,314 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,081 | 0,178 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,075 | 0,165 | 0,081 | 0,178 | 0,108 | 0,238 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,108 | 0,238 | 0,128 | 0,282 | 0,156 | 0,343 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,068 | 0,149 | 0,081 | 0,178 | 0,108 | 0,238 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 256 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 256 | 0,062 | 0,135 | 0,068 | 0,149 | 0,095 | 0,208 |
| Stainless steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 310 | 0,089 | 0,195 | 0,108 | 0,238 | 0,122 | 0,267 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 |
| < 850 N/mm² | E | 142 | 256 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,084 | 0,185 | 0,095 | 0,208 | 0,108 | 0,238 |
| Special alloys | < 1200 N/mm² | E | 97 | 175 | 0,068 | 0,149 | 0,089 | 0,195 | 0,108 | 0,238 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 |
| Cutting values for dynamic contour | ||||||||||
| For dia. 6-10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,048 | 0,106 | 0,068 | 0,149 | 0,081 | 0,178 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,048 | 0,106 | 0,068 | 0,149 | 0,081 | 0,178 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 445 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,048 | 0,106 | 0,068 | 0,149 | 0,084 | 0,185 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,048 | 0,106 | 0,062 | 0,135 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,035 | 0,076 | 0,048 | 0,106 | 0,068 | 0,149 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 256 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 256 | 0,035 | 0,076 | 0,041 | 0,089 | 0,054 | 0,119 |
| Stainless steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 310 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| < 850 N/mm² | E | 142 | 256 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Special alloys | < 1200 N/mm² | E | 97 | 175 | 0,035 | 0,076 | 0,048 | 0,106 | 0,062 | 0,135 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Cutting values for static contour | ||||||||||
| For dia. 3-5 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 412 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| 700-850 N/mm² | L + E | 247 | 412 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 | |
| 850-1000 N/mm² | L + E | 247 | 412 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,019 | 0,041 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,025 | 0,054 | 0,025 | 0,054 | 0,032 | 0,069 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,022 | 0,048 | 0,028 | 0,060 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 237 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 237 | 0,015 | 0,033 | 0,020 | 0,042 | 0,025 | 0,054 |
| Stainless steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 287 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,019 | 0,041 | 0,025 | 0,054 | 0,032 | 0,069 |
| < 850 N/mm² | E | 142 | 237 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Special alloys | < 1200 N/mm² | E | 97 | 162 | 0,015 | 0,033 | 0,020 | 0,042 | 0,025 | 0,054 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Cutting values for dynamic contour | ||||||||||
| For dia. 3-5 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 445 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,020 | 0,045 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,027 | 0,059 | 0,027 | 0,059 | 0,035 | 0,076 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,024 | 0,053 | 0,030 | 0,066 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 256 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 256 | 0,017 | 0,036 | 0,021 | 0,046 | 0,027 | 0,059 |
| Stainless steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 310 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,020 | 0,045 | 0,027 | 0,059 | 0,035 | 0,076 |
| < 850 N/mm² | E | 142 | 256 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Special alloys | < 1200 N/mm² | E | 97 | 175 | 0,017 | 0,036 | 0,021 | 0,046 | 0,027 | 0,059 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae (radial cutting thickness) = 0.03xd1-0.14xd1 |
| ap (axial cutting thickness) = 3xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. Choosing the right mount is a critical factor in trochoidal machining. The best results were achieved with an IC Weldon tool holder (balancing quality G2.5/18,000 rpm). |
| Cutting values for static contour | ||||||||||
| For dia. 12-20 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 12 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,101 | 0,216 | 0,120 | 0,258 | 0,146 | 0,312 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,095 | 0,204 | 0,113 | 0,243 | 0,133 | 0,285 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,088 | 0,189 | 0,113 | 0,243 | 0,133 | 0,285 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 412 | 0,101 | 0,216 | 0,120 | 0,258 | 0,146 | 0,312 |
| 700-850 N/mm² | L + E | 247 | 412 | 0,095 | 0,204 | 0,113 | 0,243 | 0,133 | 0,285 | |
| 850-1000 N/mm² | L + E | 247 | 412 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,076 | 0,162 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,070 | 0,150 | 0,076 | 0,162 | 0,101 | 0,216 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,101 | 0,216 | 0,120 | 0,257 | 0,146 | 0,312 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,063 | 0,135 | 0,076 | 0,162 | 0,101 | 0,216 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 237 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 237 | 0,057 | 0,123 | 0,063 | 0,135 | 0,088 | 0,189 |
| Stainless steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 287 | 0,083 | 0,177 | 0,101 | 0,216 | 0,113 | 0,243 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 |
| < 850 N/mm² | E | 142 | 237 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,078 | 0,168 | 0,088 | 0,189 | 0,101 | 0,216 |
| Special alloys | < 1200 N/mm² | E | 97 | 162 | 0,063 | 0,135 | 0,083 | 0,177 | 0,101 | 0,216 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 |
| Cutting values for static contour | ||||||||||
| For dia. 6-10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,045 | 0,096 | 0,063 | 0,135 | 0,076 | 0,162 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,045 | 0,096 | 0,063 | 0,135 | 0,076 | 0,162 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 247 | 412 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| 700-850 N/mm² | L + E | 247 | 412 | 0,045 | 0,096 | 0,063 | 0,135 | 0,078 | 0,168 | |
| 850-1000 N/mm² | L + E | 247 | 412 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,045 | 0,096 | 0,057 | 0,123 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,032 | 0,069 | 0,045 | 0,096 | 0,063 | 0,135 | |
| High-speed steels | 850-1200 N/mm² | L + E | 142 | 237 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| Spring steels | < 1200 N/mm² | L + E | 142 | 237 | 0,032 | 0,069 | 0,038 | 0,081 | 0,050 | 0,108 |
| Stainless steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 172 | 287 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| < 850 N/mm² | E | 142 | 237 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| Special alloys | < 1200 N/mm² | E | 97 | 162 | 0,032 | 0,069 | 0,045 | 0,096 | 0,057 | 0,123 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
Last viewed

Hexagon Socket Head Cap Screw ISO 4762, steel, strength class 8.8, zinc-nickel-plated, black (ZNBHL)

Serrated dowel

Scraper

Hexagon Socket Head Cap Screw with centre, with low head DIN 6912, blue passivated zinc plated 10.9 steel (A2K)

Machine screw tap, through hole Ruko UNF DIN 2182 HSCo plain shape B

Pipe rivet

Stainless steel worktop for workshop trolleys

Hexagon bolt with thread up to the head DIN 933, A2 stainless steel, plain

VARIFIX® C-mounting rail 41/22 maritime

CLIP-O-FLEX® holder Varioflex, open Bracket without base