





STC+ end mill Turbo-Twister-Uni, five-cutter, unequal twist gradient, 2xD
End mill STC+ Turbo-Twister-Allround 2xD type N
ENDMIL-SHA-TTW-WN-L-STC-UV-SD-HB-D4
Art.-no. 5443320202
EAN 4065233065451





















Register now and access more than 125,000 products
One tool for virtually all materials
Solid machining process for all application needs
- Short chips due to several chip breakers and an extremely precise twist angle to the geometry / a helix angle that is precisely adjusted to the tool geometry
- The extremely robust core ensures significantly reduced vibrations and reduces the risk of tool breakage considerably
Easy to use in almost all modern CNC production processes
Wide cutting value range
Long service life thanks to newly developed SUPRADUR coating
- Extremely resistant special coating for a wide range of applications
- Optimum resistance to temperature changes increases process reliability even under the toughest conditions
- Ideal for wet and dry processing in almost all materials
Datasheets(X)

 | |
Product code | 8002 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Hard and tough material, Non-ferrous metal |
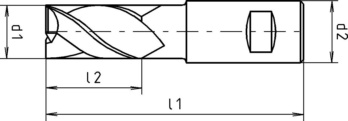
Diameter (d1) | 4.0 mm |
Shank diameter (d2) | 6.0 mm |
Standards | CS |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | SUPRADUR |
Coolant supply | External |
Twist angle | 40° Vario |
Length (l1) | 50 mm |
Cutting edge length (l2) | 9 mm |
Number of cutting edges (Z) | 5 PCS |
Corner chamfer | 0.05 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Steels > 45 HRC, Copper, Brass, Aluminium |
| Cutting values for Dynamic 2xd1 | ||||||
| For dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 20 | ||||||
| Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,160 | 0,340 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,140 | 0,310 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,140 | 0,310 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,140 | 0,300 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 248 | 446 | 0,160 | 0,340 |
| 700-850 N/mm² | L + E | 248 | 446 | 0,140 | 0,310 | |
| 850-1000 N/mm² | L + E | 248 | 446 | 0,140 | 0,300 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,140 | 0,300 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,110 | 0,240 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,160 | 0,340 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,140 | 0,300 |
| 850-1200 N/mm² | L + E | 210 | 378 | 0,110 | 0,240 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,140 | 0,300 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,110 | 0,240 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,140 | 0,300 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,120 | 0,270 | |
| 1100-1400 N/mm² | L + E | 240 | 432 | 0,120 | 0,270 | |
| 1080 (33HRC) | L + E | 240 | 432 | 0,120 | 0,270 | |
| High-speed steels | 850-1200 N/mm² | L + E | 143 | 257 | 0,120 | 0,270 |
| Spring steels | < 1200 N/mm² | L + E | 143 | 257 | 0,090 | 0,210 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 173 | 311 | 0,120 | 0,270 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,110 | 0,240 |
| < 850 N/mm² | E | 143 | 257 | 0,110 | 0,240 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,110 | 0,240 |
| Special alloys | < 1200 N/mm² | E | 98 | 176 | 0,110 | 0,240 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,120 | 0,270 |
| Aluminium, aluminium alloys | < 400 N/mm² | E | 400 | 550 | 0,160 | 0,340 |
| Aluminium, aluminium cast alloys < 10% | < 600 N/mm² | E | 300 | 450 | 0,140 | 0,310 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 150 | 250 | 0,140 | 0,310 |
| Copper, low-alloyed | < 450 N/mm² | E | 120 | 180 | 0,140 | 0,300 |
| Brass, short-chipping | < 600 N/mm² | E | 150 | 250 | 0,140 | 0,300 |
| Brass, long-chipping | < 600 N/mm² | E | 150 | 200 | 0,140 | 0,300 |
| Bronze, short-chipping | < 600 N/mm² | E | 150 | 200 | 0,140 | 0,300 |
| 650-850 N/mm² | E | 120 | 200 | 0,140 | 0,300 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 200 | 0,140 | 0,300 |
| Cutting values for Dynamic 2xd1 | ||||||||||
| For dia. 12–16 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 12 | Dia. 14 | Dia. 16 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,110 | 0,240 | 0,120 | 0,260 | 0,130 | 0,280 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,100 | 0,220 | 0,110 | 0,250 | 0,120 | 0,270 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,090 | 0,210 | 0,110 | 0,240 | 0,120 | 0,270 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 248 | 446 | 0,110 | 0,240 | 0,110 | 0,260 | 0,130 | 0,280 |
| 700-850 N/mm² | L + E | 248 | 446 | 0,100 | 0,220 | 0,110 | 0,250 | 0,120 | 0,270 | |
| 850-1000 N/mm² | L + E | 248 | 446 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,080 | 0,180 | 0,090 | 0,210 | 0,110 | 0,240 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,080 | 0,170 | 0,080 | 0,170 | 0,080 | 0,180 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,110 | 0,240 | 0,110 | 0,260 | 0,130 | 0,280 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| 850-1200 N/mm² | L + E | 210 | 378 | 0,080 | 0,180 | 0,090 | 0,210 | 0,090 | 0,210 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,070 | 0,150 | 0,080 | 0,160 | 0,080 | 0,180 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,080 | 0,180 | 0,090 | 0,210 | 0,090 | 0,210 | |
| 1100-1400 N/mm² | L + E | 240 | 432 | 0,080 | 0,180 | 0,090 | 0,210 | 0,090 | 0,210 | |
| 1080 (33HRC) | L + E | 240 | 432 | 0,080 | 0,180 | 0,090 | 0,210 | 0,090 | 0,210 | |
| High-speed steels | 850-1200 N/mm² | L + E | 143 | 257 | 0,080 | 0,180 | 0,090 | 0,210 | 0,090 | 0,210 |
| Spring steels | < 1200 N/mm² | L + E | 143 | 257 | 0,060 | 0,140 | 0,070 | 0,140 | 0,070 | 0,150 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 173 | 311 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,080 | 0,180 | 0,090 | 0,210 | 0,090 | 0,210 |
| < 850 N/mm² | E | 143 | 257 | 0,080 | 0,180 | 0,090 | 0,210 | 0,090 | 0,210 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,080 | 0,180 | 0,090 | 0,190 | 0,090 | 0,210 |
| Special alloys | < 1200 N/mm² | E | 98 | 176 | 0,070 | 0,150 | 0,080 | 0,160 | 0,090 | 0,190 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,080 | 0,180 | 0,090 | 0,210 | 0,090 | 0,210 |
| Aluminium, aluminium alloys | < 400 N/mm² | E | 400 | 550 | 0,110 | 0,240 | 0,120 | 0,260 | 0,130 | 0,280 |
| Aluminium, aluminium cast alloys < 10% | < 600 N/mm² | E | 300 | 450 | 0,100 | 0,220 | 0,110 | 0,250 | 0,120 | 0,270 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 150 | 250 | 0,100 | 0,220 | 0,110 | 0,250 | 0,120 | 0,270 |
| Copper, low-alloyed | < 450 N/mm² | E | 120 | 180 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| Brass, short-chipping | < 600 N/mm² | E | 150 | 250 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| Brass, long-chipping | < 600 N/mm² | E | 150 | 200 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| Bronze, short-chipping | < 600 N/mm² | E | 150 | 200 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| 650-850 N/mm² | E | 120 | 200 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 200 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| Cutting values for Dynamic 2xd1 | ||||||||||
| For dia. 6–10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,050 | 0,120 | 0,070 | 0,150 | 0,090 | 0,190 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,050 | 0,110 | 0,070 | 0,150 | 0,080 | 0,180 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,050 | 0,110 | 0,070 | 0,150 | 0,080 | 0,180 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 248 | 446 | 0,050 | 0,120 | 0,070 | 0,150 | 0,090 | 0,190 |
| 700-850 N/mm² | L + E | 248 | 446 | 0,050 | 0,110 | 0,070 | 0,150 | 0,080 | 0,180 | |
| 850-1000 N/mm² | L + E | 248 | 446 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,040 | 0,090 | 0,050 | 0,120 | 0,070 | 0,150 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,050 | 0,120 | 0,070 | 0,150 | 0,090 | 0,190 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| 850-1200 N/mm² | L + E | 210 | 378 | 0,040 | 0,090 | 0,050 | 0,120 | 0,070 | 0,150 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,040 | 0,090 | 0,050 | 0,110 | 0,060 | 0,140 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,030 | 0,080 | 0,050 | 0,110 | 0,070 | 0,150 | |
| 1100-1400 N/mm² | L + E | 240 | 432 | 0,030 | 0,080 | 0,050 | 0,110 | 0,070 | 0,150 | |
| 1080 (33HRC) | L + E | 240 | 432 | 0,030 | 0,080 | 0,050 | 0,110 | 0,070 | 0,150 | |
| High-speed steels | 850-1200 N/mm² | L + E | 143 | 257 | 0,040 | 0,090 | 0,050 | 0,120 | 0,070 | 0,150 |
| Spring steels | < 1200 N/mm² | L + E | 143 | 257 | 0,030 | 0,080 | 0,040 | 0,090 | 0,050 | 0,120 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 173 | 311 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,040 | 0,090 | 0,050 | 0,120 | 0,070 | 0,150 |
| < 850 N/mm² | E | 143 | 257 | 0,040 | 0,090 | 0,050 | 0,120 | 0,070 | 0,150 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,040 | 0,090 | 0,050 | 0,120 | 0,070 | 0,150 |
| Special alloys | < 1200 N/mm² | E | 98 | 176 | 0,030 | 0,080 | 0,050 | 0,110 | 0,060 | 0,140 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,040 | 0,090 | 0,050 | 0,120 | 0,070 | 0,150 |
| Aluminium, aluminium alloys | < 400 N/mm² | E | 400 | 550 | 0,050 | 0,120 | 0,070 | 0,150 | 0,090 | 0,190 |
| Aluminium, aluminium cast alloys < 10% | < 600 N/mm² | E | 300 | 450 | 0,050 | 0,110 | 0,070 | 0,150 | 0,080 | 0,180 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 150 | 250 | 0,050 | 0,110 | 0,070 | 0,150 | 0,080 | 0,180 |
| Copper, low-alloyed | < 450 N/mm² | E | 120 | 180 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| Brass, short-chipping | < 600 N/mm² | E | 150 | 250 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| Brass, long-chipping | < 600 N/mm² | E | 150 | 200 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| Bronze, short-chipping | < 600 N/mm² | E | 150 | 200 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| 650-850 N/mm² | E | 120 | 200 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 200 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| Cutting values for Dynamic 2xd1 | ||||||||||
| For dia. 3–5 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 315 | 567 | 0,030 | 0,060 | 0,030 | 0,080 | 0,050 | 0,110 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,020 | 0,050 | 0,030 | 0,080 | 0,040 | 0,090 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 459 | 0,020 | 0,050 | 0,030 | 0,080 | 0,040 | 0,090 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 248 | 446 | 0,030 | 0,060 | 0,030 | 0,080 | 0,050 | 0,110 |
| 700-850 N/mm² | L + E | 248 | 446 | 0,020 | 0,050 | 0,030 | 0,080 | 0,040 | 0,090 | |
| 850-1000 N/mm² | L + E | 248 | 446 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 432 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 567 | 0,030 | 0,060 | 0,030 | 0,080 | 0,050 | 0,110 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 432 | 0,020 | 0,040 | 0,030 | 0,060 | 0,030 | 0,080 |
| 850-1200 N/mm² | L + E | 210 | 378 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 432 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 459 | 0,030 | 0,060 | 0,030 | 0,060 | 0,030 | 0,080 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,020 | 0,050 | 0,020 | 0,050 | 0,030 | 0,070 | |
| 1100-1400 N/mm² | L + E | 240 | 432 | 0,020 | 0,050 | 0,020 | 0,050 | 0,030 | 0,070 | |
| 1080 (33HRC) | L + E | 240 | 432 | 0,020 | 0,050 | 0,020 | 0,050 | 0,030 | 0,070 | |
| High-speed steels | 850-1200 N/mm² | L + E | 143 | 257 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| Spring steels | < 1200 N/mm² | L + E | 143 | 257 | 0,020 | 0,040 | 0,020 | 0,050 | 0,030 | 0,060 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 173 | 311 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 297 | 0,020 | 0,040 | 0,030 | 0,060 | 0,030 | 0,080 |
| < 850 N/mm² | E | 143 | 257 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 216 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| Special alloys | < 1200 N/mm² | E | 98 | 176 | 0,020 | 0,040 | 0,020 | 0,050 | 0,030 | 0,060 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 162 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| Aluminium, aluminium alloys | < 400 N/mm² | E | 400 | 550 | 0,030 | 0,060 | 0,030 | 0,080 | 0,050 | 0,110 |
| Aluminium, aluminium cast alloys < 10% | < 600 N/mm² | E | 300 | 450 | 0,020 | 0,050 | 0,030 | 0,080 | 0,040 | 0,090 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 150 | 250 | 0,020 | 0,050 | 0,030 | 0,080 | 0,040 | 0,090 |
| Copper, low-alloyed | < 450 N/mm² | E | 120 | 180 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| Brass, short-chipping | < 600 N/mm² | E | 150 | 250 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| Brass, long-chipping | < 600 N/mm² | E | 150 | 200 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| Bronze, short-chipping | < 600 N/mm² | E | 150 | 200 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| 650-850 N/mm² | E | 120 | 200 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 200 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| Cutting values for static 2xd1 | ||||||||||
| For dia. 3–5 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,030 | 0,050 | 0,030 | 0,070 | 0,040 | 0,100 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,020 | 0,050 | 0,030 | 0,070 | 0,040 | 0,080 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,020 | 0,050 | 0,030 | 0,070 | 0,040 | 0,080 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 248 | 413 | 0,030 | 0,050 | 0,030 | 0,070 | 0,040 | 0,100 |
| 700-850 N/mm² | L + E | 248 | 413 | 0,020 | 0,050 | 0,030 | 0,070 | 0,040 | 0,080 | |
| 850-1000 N/mm² | L + E | 248 | 413 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,030 | 0,050 | 0,030 | 0,070 | 0,040 | 0,100 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 |
| 850-1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,030 | 0,050 | 0,030 | 0,050 | 0,030 | 0,070 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,020 | 0,040 | 0,020 | 0,050 | 0,030 | 0,060 | |
| 1100-1400 N/mm² | L + E | 240 | 400 | 0,020 | 0,040 | 0,020 | 0,050 | 0,030 | 0,060 | |
| 1080 (33HRC) | L + E | 240 | 400 | 0,020 | 0,040 | 0,020 | 0,050 | 0,030 | 0,060 | |
| High-speed steels | 850-1200 N/mm² | L + E | 143 | 238 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 |
| Spring steels | < 1200 N/mm² | L + E | 143 | 238 | 0,020 | 0,030 | 0,020 | 0,040 | 0,030 | 0,050 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 173 | 288 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 |
| < 850 N/mm² | E | 143 | 238 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 |
| Special alloys | < 1200 N/mm² | E | 98 | 163 | 0,020 | 0,030 | 0,020 | 0,040 | 0,030 | 0,050 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,020 | 0,040 | 0,030 | 0,050 | 0,030 | 0,070 |
| Aluminium, aluminium alloys | < 400 N/mm² | E | 400 | 509 | 0,030 | 0,060 | 0,030 | 0,080 | 0,050 | 0,110 |
| Aluminium, aluminium cast alloys < 10% | < 600 N/mm² | E | 300 | 416 | 0,020 | 0,050 | 0,030 | 0,080 | 0,040 | 0,090 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 150 | 231 | 0,020 | 0,050 | 0,030 | 0,080 | 0,040 | 0,090 |
| Copper, low-alloyed | < 450 N/mm² | E | 120 | 166 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| Brass, short-chipping | < 600 N/mm² | E | 150 | 231 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| Brass, long-chipping | < 600 N/mm² | E | 150 | 166 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| Bronze, short-chipping | < 600 N/mm² | E | 150 | 166 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| 650-850 N/mm² | E | 120 | 166 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 166 | 0,020 | 0,050 | 0,030 | 0,060 | 0,030 | 0,080 |
| Legend | ||
| L = air | ae = 0.03xd1 - 0.20xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/tooth] | ap = 2xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Choosing the correct mount is a crucial factor in trochoidal processing. The best results were achieved with an IK Weldon tool holder (G2.5/18000rpm weighing grade). | ||
| Legend | ||
| L = air | ae = 0.03xd1 - 0.20xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/tooth] | ap = 2xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Choosing the correct mount is a crucial factor in trochoidal processing. The best results were achieved with an IK Weldon tool holder (G2.5/18000rpm weighing grade). | ||
| Cutting values for static 2xd1 | ||||||
| For dia. 12–16 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 20 | ||||||
| Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,150 | 0,310 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,130 | 0,290 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,130 | 0,290 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,130 | 0,270 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 248 | 413 | 0,150 | 0,310 |
| 700-850 N/mm² | L + E | 248 | 413 | 0,130 | 0,290 | |
| 850-1000 N/mm² | L + E | 248 | 413 | 0,130 | 0,270 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,130 | 0,270 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,100 | 0,220 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,150 | 0,310 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,130 | 0,270 |
| 850-1200 N/mm² | L + E | 210 | 350 | 0,100 | 0,220 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,130 | 0,270 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,100 | 0,220 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,130 | 0,270 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,110 | 0,240 | |
| 1100-1400 N/mm² | L + E | 240 | 400 | 0,110 | 0,240 | |
| 1080 (33HRC) | L + E | 240 | 400 | 0,110 | 0,240 | |
| High-speed steels | 850-1200 N/mm² | L + E | 143 | 238 | 0,110 | 0,240 |
| Spring steels | < 1200 N/mm² | L + E | 143 | 238 | 0,090 | 0,190 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 173 | 288 | 0,110 | 0,240 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,100 | 0,220 |
| < 850 N/mm² | E | 143 | 238 | 0,100 | 0,220 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,100 | 0,220 |
| Special alloys | < 1200 N/mm² | E | 98 | 163 | 0,100 | 0,220 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,110 | 0,240 |
| Aluminium, aluminium alloys | < 400 N/mm² | E | 400 | 509 | 0,160 | 0,340 |
| Aluminium, aluminium cast alloys < 10% | < 600 N/mm² | E | 300 | 416 | 0,140 | 0,310 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 150 | 231 | 0,140 | 0,310 |
| Copper, low-alloyed | < 450 N/mm² | E | 120 | 166 | 0,140 | 0,300 |
| Brass, short-chipping | < 600 N/mm² | E | 150 | 231 | 0,140 | 0,300 |
| Brass, long-chipping | < 600 N/mm² | E | 150 | 166 | 0,140 | 0,300 |
| Bronze, short-chipping | < 600 N/mm² | E | 150 | 166 | 0,140 | 0,300 |
| 650-850 N/mm² | E | 120 | 166 | 0,140 | 0,300 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 166 | 0,140 | 0,300 |
| Cutting values for static 2xd1 | ||||||||||
| For dia. 12–16 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 12 | Dia. 14 | Dia. 16 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,100 | 0,220 | 0,120 | 0,240 | 0,120 | 0,260 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,100 | 0,200 | 0,110 | 0,230 | 0,110 | 0,250 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,090 | 0,190 | 0,110 | 0,220 | 0,110 | 0,240 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,080 | 0,180 | 0,100 | 0,200 | 0,100 | 0,220 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 248 | 413 | 0,100 | 0,220 | 0,110 | 0,240 | 0,120 | 0,260 |
| 700-850 N/mm² | L + E | 248 | 413 | 0,100 | 0,200 | 0,110 | 0,230 | 0,110 | 0,250 | |
| 850-1000 N/mm² | L + E | 248 | 413 | 0,080 | 0,180 | 0,100 | 0,200 | 0,100 | 0,220 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,080 | 0,160 | 0,090 | 0,190 | 0,100 | 0,220 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,070 | 0,150 | 0,080 | 0,160 | 0,080 | 0,170 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,100 | 0,220 | 0,110 | 0,240 | 0,120 | 0,260 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,080 | 0,180 | 0,100 | 0,200 | 0,100 | 0,220 |
| 850-1200 N/mm² | L + E | 210 | 350 | 0,080 | 0,160 | 0,090 | 0,190 | 0,090 | 0,210 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,080 | 0,180 | 0,100 | 0,200 | 0,100 | 0,220 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,060 | 0,140 | 0,080 | 0,150 | 0,080 | 0,160 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,080 | 0,180 | 0,100 | 0,200 | 0,100 | 0,220 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,080 | 0,160 | 0,090 | 0,190 | 0,090 | 0,210 | |
| 1100-1400 N/mm² | L + E | 240 | 400 | 0,080 | 0,160 | 0,090 | 0,190 | 0,090 | 0,210 | |
| 1080 (33HRC) | L + E | 240 | 400 | 0,080 | 0,160 | 0,090 | 0,190 | 0,090 | 0,210 | |
| High-speed steels | 850-1200 N/mm² | L + E | 143 | 238 | 0,080 | 0,160 | 0,090 | 0,190 | 0,090 | 0,210 |
| Spring steels | < 1200 N/mm² | L + E | 143 | 238 | 0,060 | 0,120 | 0,070 | 0,130 | 0,060 | 0,140 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 173 | 288 | 0,080 | 0,180 | 0,100 | 0,200 | 0,100 | 0,220 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,080 | 0,160 | 0,090 | 0,190 | 0,090 | 0,210 |
| < 850 N/mm² | E | 143 | 238 | 0,080 | 0,160 | 0,090 | 0,190 | 0,090 | 0,210 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,080 | 0,170 | 0,090 | 0,180 | 0,090 | 0,190 |
| Special alloys | < 1200 N/mm² | E | 98 | 163 | 0,060 | 0,140 | 0,080 | 0,160 | 0,080 | 0,180 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,080 | 0,160 | 0,090 | 0,190 | 0,090 | 0,210 |
| Aluminium, aluminium alloys | < 400 N/mm² | E | 400 | 509 | 0,110 | 0,240 | 0,120 | 0,260 | 0,130 | 0,280 |
| Aluminium, aluminium cast alloys < 10% | < 600 N/mm² | E | 300 | 416 | 0,100 | 0,220 | 0,110 | 0,250 | 0,120 | 0,270 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 150 | 231 | 0,100 | 0,220 | 0,110 | 0,250 | 0,120 | 0,270 |
| Copper, low-alloyed | < 450 N/mm² | E | 120 | 166 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| Brass, short-chipping | < 600 N/mm² | E | 150 | 231 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| Brass, long-chipping | < 600 N/mm² | E | 150 | 166 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| Bronze, short-chipping | < 600 N/mm² | E | 150 | 166 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| 650-850 N/mm² | E | 120 | 166 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 166 | 0,090 | 0,190 | 0,100 | 0,220 | 0,110 | 0,240 |
| Cutting values for static 2xd1 | ||||||||||
| For dia. 6–10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 315 | 525 | 0,050 | 0,110 | 0,060 | 0,140 | 0,080 | 0,180 |
| 500-850 N/mm² | L + E | 255 | 425 | 0,040 | 0,100 | 0,060 | 0,140 | 0,080 | 0,160 | |
| Carbon steels | < 850 N/mm² | L + E | 255 | 425 | 0,040 | 0,100 | 0,060 | 0,140 | 0,080 | 0,160 |
| 850-1000 N/mm² | L + E | 240 | 400 | 0,040 | 0,080 | 0,050 | 0,110 | 0,070 | 0,150 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 248 | 413 | 0,050 | 0,110 | 0,060 | 0,140 | 0,080 | 0,180 |
| 700-850 N/mm² | L + E | 248 | 413 | 0,040 | 0,100 | 0,060 | 0,140 | 0,080 | 0,170 | |
| 850-1000 N/mm² | L + E | 248 | 413 | 0,040 | 0,080 | 0,050 | 0,110 | 0,070 | 0,150 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 240 | 400 | 0,040 | 0,080 | 0,050 | 0,110 | 0,070 | 0,150 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,040 | 0,080 | 0,050 | 0,110 | 0,060 | 0,140 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 315 | 525 | 0,050 | 0,110 | 0,060 | 0,140 | 0,080 | 0,180 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 240 | 400 | 0,040 | 0,080 | 0,050 | 0,110 | 0,070 | 0,150 |
| 850-1200 N/mm² | L + E | 210 | 350 | 0,040 | 0,080 | 0,050 | 0,110 | 0,060 | 0,140 | |
| Nitriding steels | < 1000 N/mm² | L + E | 240 | 400 | 0,040 | 0,080 | 0,050 | 0,110 | 0,070 | 0,150 |
| 1000-1200 N/mm² | L + E | 210 | 350 | 0,040 | 0,080 | 0,040 | 0,100 | 0,060 | 0,120 | |
| Tool steels | < 850 N/mm² | L + E | 255 | 425 | 0,040 | 0,080 | 0,050 | 0,110 | 0,070 | 0,150 |
| 850-1100 N/mm² | L + E | 240 | 400 | 0,030 | 0,070 | 0,040 | 0,100 | 0,060 | 0,140 | |
| 1100-1400 N/mm² | L + E | 240 | 400 | 0,030 | 0,070 | 0,040 | 0,100 | 0,060 | 0,140 | |
| 1080 (33HRC) | L + E | 240 | 400 | 0,030 | 0,070 | 0,040 | 0,100 | 0,060 | 0,140 | |
| High-speed steels | 850-1200 N/mm² | L + E | 143 | 238 | 0,040 | 0,080 | 0,050 | 0,110 | 0,060 | 0,140 |
| Spring steels | < 1200 N/mm² | L + E | 143 | 238 | 0,030 | 0,070 | 0,040 | 0,080 | 0,050 | 0,110 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 173 | 288 | 0,040 | 0,080 | 0,050 | 0,110 | 0,070 | 0,150 |
| Stainless steels, austenitic | < 700 N/mm² | E | 165 | 275 | 0,040 | 0,080 | 0,050 | 0,110 | 0,060 | 0,140 |
| < 850 N/mm² | E | 143 | 238 | 0,040 | 0,080 | 0,050 | 0,110 | 0,060 | 0,140 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 120 | 200 | 0,040 | 0,080 | 0,050 | 0,110 | 0,060 | 0,140 |
| Special alloys | < 1200 N/mm² | E | 98 | 163 | 0,030 | 0,070 | 0,040 | 0,100 | 0,060 | 0,120 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 150 | 0,040 | 0,080 | 0,050 | 0,110 | 0,060 | 0,140 |
| Aluminium, aluminium alloys | < 400 N/mm² | E | 400 | 509 | 0,050 | 0,120 | 0,070 | 0,150 | 0,090 | 0,190 |
| Aluminium, aluminium cast alloys < 10% | < 600 N/mm² | E | 300 | 416 | 0,050 | 0,110 | 0,070 | 0,150 | 0,080 | 0,180 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 150 | 231 | 0,050 | 0,110 | 0,070 | 0,150 | 0,080 | 0,180 |
| Copper, low-alloyed | < 450 N/mm² | E | 120 | 166 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| Brass, short-chipping | < 600 N/mm² | E | 150 | 231 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| Brass, long-chipping | < 600 N/mm² | E | 150 | 166 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| Bronze, short-chipping | < 600 N/mm² | E | 150 | 166 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
| 650-850 N/mm² | E | 120 | 166 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 166 | 0,040 | 0,090 | 0,050 | 0,120 | 0,080 | 0,170 |
Last viewed

OrgaAer steel pencil tray with inset plastic utensil insert

airco well 998 starter set S

Milling jig

STARLINE® Plus trousers

pias® wing-type drilling screw, countersunk head with AW drive

Disposable protective clothing Asatex TO Tyvek® 500 Industry CCF5 protective overalls

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 10.9, plain

S3 safety shoe Base B0677B

Front flap

Impact insert