





Schaftfräser HPC Speedcut 4.0-Universal, lang, freigestellt, Vierschneider, ungleiche Drallsteigung DIN 6527L, HB-Schaft
Fräser VHM/HPC DIN6527L Z4 HB
FRS-SP-HPC-DIN6527L-UV-VHM-TW-HB-D4
Art.-Nr. 5443301862
EAN 4055375925324





























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 8417 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Harter und zäher Werkstoff, Nichteisenmetall |
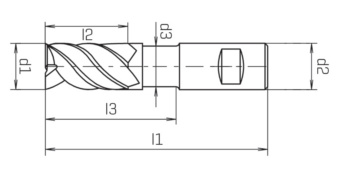
Durchmesser (d1) | 4 mm |
Schaftdurchmesser (d2) | 6 mm |
Freistellungsdurchmesser (d3) | 3,6 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TWINDUR |
Kühlmittelzufuhr | Extern |
Drallwinkel | 35-38° |
Länge (l1) | 57 mm |
Schneidenlänge (l2) | 11 mm |
Freistellungslänge (l3) | 16 mm |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0,15 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Stähle > 45 HRC, Kupfer, Messing, Aluminium |
| Schnittwerte für Schlichten-Kontur | ||||||||||||
| Für Ø 3 - 6 | ||||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 305 | 504 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Automatenstähle | < 850 N/mm² | L + E | 247 | 408 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 239 | 396 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 305 | 504 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 247 | 408 | 0,020 | 0,032 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,018 | 0,029 | 0,022 | 0,036 | 0,025 | 0,041 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 138 | 228 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Federstähle | < 1200 N/mm² | L + E | 138 | 228 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Edelstähle | ||||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 167 | 276 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 160 | 264 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| < 850 N/mm² | E | 138 | 228 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 116 | 192 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Sonderlegierungen | < 1200 N/mm² | E | 94 | 156 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 87 | 144 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Güsse | ||||||||||||
| Gusseisen | < 180 HB | - | 210 | 348 | 0,018 | 0,029 | 0,023 | 0,038 | 0,030 | 0,049 | 0,040 | 0,065 |
| < 180 HB | - | 167 | 276 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 167 | 276 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 |
| > 260 HB | E | 138 | 228 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Legende |
| L = Luft |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae = (Schnittdicke radial) = 0,5xd1 |
| ap = (Schnittdicke axial) = 1xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für Schruppen-Kontur | ||||||||||
| Für Ø 14 - 20 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 14 | Ø 16 | Ø 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 252 | 452 | 0,091 | 0,146 | 0,099 | 0,159 | 0,120 | 0,192 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,086 | 0,138 | 0,093 | 0,150 | 0,109 | 0,176 | |
| Automatenstähle | < 850 N/mm² | L + E | 204 | 366 | 0,083 | 0,133 | 0,093 | 0,150 | 0,109 | 0,176 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 198 | 355 | 0,091 | 0,146 | 0,099 | 0,159 | 0,120 | 0,192 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,086 | 0,138 | 0,093 | 0,150 | 0,109 | 0,176 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 192 | 344 | 0,072 | 0,117 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,060 | 0,096 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 252 | 452 | 0,091 | 0,146 | 0,098 | 0,158 | 0,120 | 0,192 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,057 | 0,092 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 204 | 366 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 114 | 204 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 |
| Federstähle | < 1200 N/mm² | L + E | 114 | 204 | 0,049 | 0,080 | 0,052 | 0,083 | 0,072 | 0,117 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,093 | 0,150 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 132 | 237 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 |
| < 850 N/mm² | E | 114 | 204 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 96 | 172 | 0,068 | 0,110 | 0,072 | 0,117 | 0,083 | 0,133 |
| Sonderlegierungen | < 1200 N/mm² | E | 78 | 140 | 0,060 | 0,096 | 0,068 | 0,109 | 0,083 | 0,133 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 72 | 129 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 |
| Güsse | ||||||||||
| Gusseisen | < 180 HB | - | 174 | 312 | 0,104 | 0,167 | 0,114 | 0,183 | 0,135 | 0,216 |
| < 180 HB | - | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| > 260 HB | E | 114 | 204 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Schnittwerte für Schruppen-Kontur | ||||||||||
| Für Ø 8 - 12 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 8 | Ø 10 | Ø 12 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 252 | 452 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,052 | 0,083 | 0,062 | 0,100 | 0,078 | 0,126 | |
| Automatenstähle | < 850 N/mm² | L + E | 204 | 366 | 0,052 | 0,083 | 0,062 | 0,100 | 0,072 | 0,117 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 198 | 355 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,052 | 0,083 | 0,064 | 0,104 | 0,078 | 0,126 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 192 | 344 | 0,041 | 0,067 | 0,058 | 0,093 | 0,062 | 0,100 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,041 | 0,067 | 0,052 | 0,083 | 0,058 | 0,093 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 252 | 452 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,037 | 0,059 | 0,047 | 0,076 | 0,052 | 0,083 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 204 | 366 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,037 | 0,059 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 114 | 204 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 |
| Federstähle | < 1200 N/mm² | L + E | 114 | 204 | 0,031 | 0,050 | 0,041 | 0,067 | 0,047 | 0,076 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 138 | 247 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 132 | 237 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 |
| < 850 N/mm² | E | 114 | 204 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 96 | 172 | 0,041 | 0,067 | 0,052 | 0,083 | 0,064 | 0,104 |
| Sonderlegierungen | < 1200 N/mm² | E | 78 | 140 | 0,037 | 0,059 | 0,047 | 0,076 | 0,052 | 0,083 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 72 | 129 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 |
| Güsse | ||||||||||
| Gusseisen | < 180 HB | - | 174 | 312 | 0,052 | 0,083 | 0,078 | 0,126 | 0,093 | 0,150 |
| < 180 HB | - | 138 | 247 | 0,041 | 0,067 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 138 | 247 | 0,041 | 0,067 | 0,062 | 0,100 | 0,068 | 0,109 |
| > 260 HB | E | 114 | 204 | 0,041 | 0,067 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Schnittwerte für Schruppen-Nut | ||||||||||||
| Für Ø 3 - 6 | ||||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 242 | 441 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Automatenstähle | < 850 N/mm² | L + E | 196 | 357 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 190 | 347 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 242 | 441 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 196 | 357 | 0,020 | 0,032 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,018 | 0,029 | 0,022 | 0,036 | 0,025 | 0,041 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 109 | 200 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Federstähle | < 1200 N/mm² | L + E | 109 | 200 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Edelstähle | ||||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 132 | 242 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 127 | 231 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| < 850 N/mm² | E | 109 | 200 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 92 | 168 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Sonderlegierungen | < 1200 N/mm² | E | 75 | 137 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 69 | 126 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Güsse | ||||||||||||
| Gusseisen | < 180 HB | - | 167 | 305 | 0,018 | 0,029 | 0,023 | 0,038 | 0,030 | 0,049 | 0,040 | 0,065 |
| < 180 HB | - | 132 | 242 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 132 | 242 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 |
| > 260 HB | E | 109 | 200 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Legende |
| L = Luft |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae = (Schnittdicke radial) = 0,1xd1 |
| ap = (Schnittdicke axial) = 1,5xd1 |
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. |
| Schnittwerte für Schlichten-Kontur | ||||||||||
| Für Ø 14 - 20 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 14 | Ø 16 | Ø 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 305 | 504 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Automatenstähle | < 850 N/mm² | L + E | 247 | 408 | 0,079 | 0,130 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 239 | 396 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 232 | 384 | 0,069 | 0,113 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,057 | 0,094 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 305 | 504 | 0,087 | 0,142 | 0,094 | 0,154 | 0,114 | 0,187 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,054 | 0,089 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 247 | 408 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 138 | 228 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Federstähle | < 1200 N/mm² | L + E | 138 | 228 | 0,047 | 0,077 | 0,050 | 0,081 | 0,069 | 0,113 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,089 | 0,146 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 160 | 264 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 138 | 228 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 116 | 192 | 0,065 | 0,107 | 0,069 | 0,113 | 0,079 | 0,130 |
| Sonderlegierungen | < 1200 N/mm² | E | 94 | 156 | 0,057 | 0,094 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 87 | 144 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Güsse | ||||||||||
| Gusseisen | < 180 HB | - | 210 | 348 | 0,099 | 0,162 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 138 | 228 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Schnittwerte für Schlichten-Kontur | ||||||||||
| Für Ø 8 - 12 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 8 | Ø 10 | Ø 12 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 305 | 504 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,050 | 0,081 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Automatenstähle | < 850 N/mm² | L + E | 247 | 408 | 0,050 | 0,081 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 239 | 396 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,050 | 0,081 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 232 | 384 | 0,040 | 0,065 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,040 | 0,065 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 305 | 504 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 247 | 408 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 138 | 228 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Federstähle | < 1200 N/mm² | L + E | 138 | 228 | 0,030 | 0,049 | 0,040 | 0,065 | 0,045 | 0,074 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 167 | 276 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 160 | 264 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 138 | 228 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 116 | 192 | 0,040 | 0,065 | 0,050 | 0,081 | 0,062 | 0,101 |
| Sonderlegierungen | < 1200 N/mm² | E | 94 | 156 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 87 | 144 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Güsse | ||||||||||
| Gusseisen | < 180 HB | - | 210 | 348 | 0,050 | 0,081 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 167 | 276 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 167 | 276 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 138 | 228 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Schnittwerte für Schruppen-Kontur | ||||||||||||
| Für Ø 3 - 6 | ||||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 252 | 452 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 | 0,041 | 0,067 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| Automatenstähle | < 850 N/mm² | L + E | 204 | 366 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 198 | 355 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 | 0,041 | 0,067 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 252 | 452 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 | 0,041 | 0,067 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,025 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 204 | 366 | 0,021 | 0,033 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,018 | 0,030 | 0,023 | 0,037 | 0,026 | 0,043 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 114 | 204 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Federstähle | < 1200 N/mm² | L + E | 114 | 204 | 0,013 | 0,020 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Edelstähle | ||||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 138 | 247 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 132 | 237 | 0,016 | 0,025 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| < 850 N/mm² | E | 114 | 204 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 96 | 172 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Sonderlegierungen | < 1200 N/mm² | E | 78 | 140 | 0,013 | 0,020 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 72 | 129 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Güsse | ||||||||||||
| Gusseisen | < 180 HB | - | 174 | 312 | 0,018 | 0,030 | 0,024 | 0,039 | 0,031 | 0,050 | 0,041 | 0,067 |
| < 180 HB | - | 138 | 247 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 138 | 247 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 |
| > 260 HB | E | 114 | 204 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| Legende |
| L = Luft |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae = (Schnittdicke radial) = 1xd1 |
| ap = (Schnittdicke axial) = 1xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für Schruppen-Nut | ||||||||||
| Für Ø 14 - 20 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 14 | Ø 16 | Ø 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 242 | 441 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Automatenstähle | < 850 N/mm² | L + E | 196 | 357 | 0,079 | 0,130 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 190 | 347 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 184 | 336 | 0,069 | 0,113 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,057 | 0,094 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 242 | 441 | 0,087 | 0,142 | 0,094 | 0,154 | 0,114 | 0,187 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,054 | 0,089 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 196 | 357 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 109 | 200 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Federstähle | < 1200 N/mm² | L + E | 109 | 200 | 0,047 | 0,077 | 0,050 | 0,081 | 0,069 | 0,113 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,089 | 0,146 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 127 | 231 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 109 | 200 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 92 | 168 | 0,065 | 0,107 | 0,069 | 0,113 | 0,079 | 0,130 |
| Sonderlegierungen | < 1200 N/mm² | E | 75 | 137 | 0,057 | 0,094 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 69 | 126 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Güsse | ||||||||||
| Gusseisen | < 180 HB | - | 167 | 305 | 0,099 | 0,162 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 109 | 200 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Schnittwerte für Schruppen-Nut | ||||||||||
| Für Ø 8 - 12 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 8 | Ø 10 | Ø 12 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 242 | 441 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,050 | 0,081 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Automatenstähle | < 850 N/mm² | L + E | 196 | 357 | 0,050 | 0,081 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 190 | 347 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,050 | 0,081 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 184 | 336 | 0,040 | 0,065 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,040 | 0,065 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 242 | 441 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 196 | 357 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 109 | 200 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Federstähle | < 1200 N/mm² | L + E | 109 | 200 | 0,030 | 0,049 | 0,040 | 0,065 | 0,045 | 0,074 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 132 | 242 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 127 | 231 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 109 | 200 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 92 | 168 | 0,040 | 0,065 | 0,050 | 0,081 | 0,062 | 0,101 |
| Sonderlegierungen | < 1200 N/mm² | E | 75 | 137 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 69 | 126 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Güsse | ||||||||||
| Gusseisen | < 180 HB | - | 167 | 305 | 0,050 | 0,081 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 132 | 242 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 132 | 242 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 109 | 200 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
Zuletzt angesehen

Sechskantschraube mit Flansch EN 1665, Stahl 10.9, verzinkt blau passiviert (A2K)

Zylinderschraube mit Innensechskant ISO 4762, Stahl 10.9, verzinkt Dickschicht passiviert (VZD)

Dreisterngriff mit Gewindebuchse Nabe hohl

Montageclip AMO-Clip

Messschieber mit Feststellschraube

Gewindebuchse TIME-SERT®

Sicherheitshalbschuh S3 Uvex2 6502.1

Kennzeichenbefestigung Classic komplett bedruckt

3/4 Zoll Steckschlüsseleinsatz POWERDRIV® metrisch, 12-kant

1/4 Zoll Steckschlüsseleinsatz für TX-Schrauben