



Schaftfräser HSCo, lang, zentrumschneidend DIN 844L
Schaftfräser HSCo DIN 844L Z2-3 4xD Typ W
SHFTFRS-DIN844L-HSCO-W-D30,0MM
Art.-Nr. 5443600541
EAN 4055375876732














Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 1754 |
Zu bearbeitender Werkstoff | Stahl, Titan, Kupfer, Messing, Aluminium, Kunststoff |
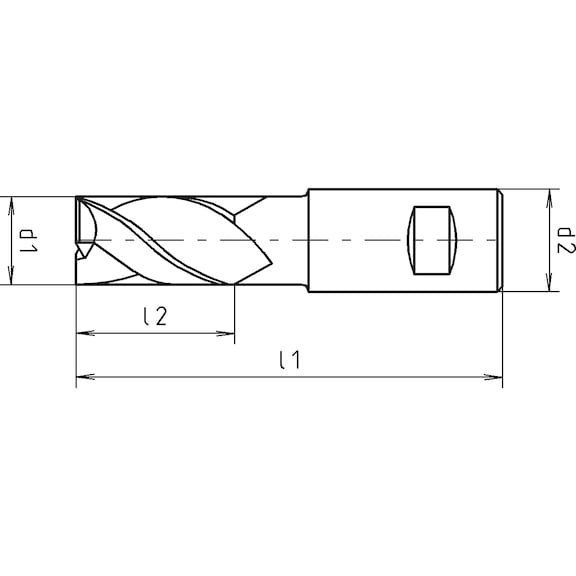
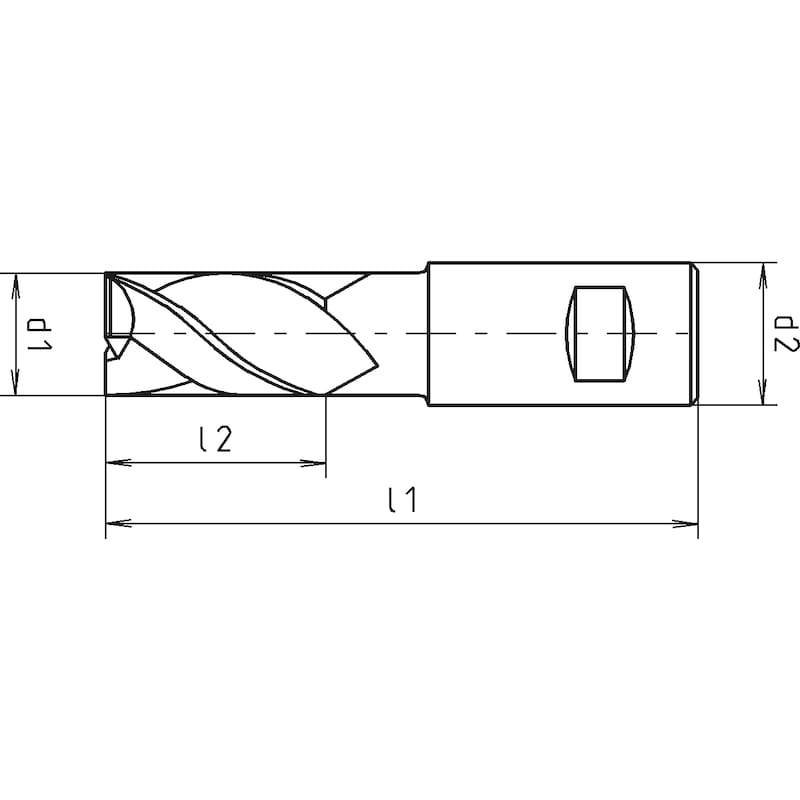
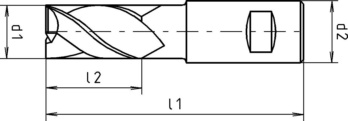
Durchmesser (d1) | 30 mm |
Schaftdurchmesser (d2) | 25 mm |
Länge (l1) | 166 mm |
Schneidenlänge (l2) | 90 mm |
Anzahl Schneiden (Z) | 3 STK |
Normen | DIN 844 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 1835-B |
Typ | W |
Schneidstoff | HSCo |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 40° |
Toleranz Schneidendurchmesser | k10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 12 - Ø 30 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 30 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,028 | 0,037 | 0,047 | 0,059 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 182 | 0,037 | 0,053 | 0,067 | 0,083 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 110 | 0,047 | 0,059 | 0,074 | 0,092 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 84 | 0,037 | 0,053 | 0,067 | 0,083 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,047 | 0,059 | 0,074 | 0,092 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,047 | 0,059 | 0,074 | 0,092 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 |
| 650-850 N/mm² | - | 37 | 0,047 | 0,059 | 0,074 | 0,092 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,047 | 0,059 | 0,074 | 0,092 |
| 850-1200 N/mm² | E | 18 | 0,052 | 0,063 | 0,080 | 0,100 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 5 - Ø 11,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 5 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,007 | 0,013 | 0,017 | 0,023 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,007 | 0,013 | 0,017 | 0,023 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 182 | 0,008 | 0,015 | 0,024 | 0,031 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 110 | 0,011 | 0,020 | 0,033 | 0,043 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 84 | 0,008 | 0,015 | 0,024 | 0,031 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,011 | 0,020 | 0,033 | 0,043 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,011 | 0,020 | 0,033 | 0,043 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,011 | 0,020 | 0,033 | 0,043 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,011 | 0,020 | 0,033 | 0,043 |
| 650-850 N/mm² | - | 37 | 0,011 | 0,020 | 0,033 | 0,043 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,011 | 0,020 | 0,033 | 0,043 |
| 850-1200 N/mm² | E | 18 | 0,014 | 0,025 | 0,039 | 0,052 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Bei Durchmesser über 20 mm ist Vollnuten nicht möglich, da zu großer Leistungsbedarf. | ||
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 12 - Ø 30 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 30 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,017 | 0,026 | 0,033 | 0,043 |
| 500-850 N/mm² | E | 38 | 0,014 | 0,023 | 0,029 | 0,038 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 |
| E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | ||
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,017 | 0,021 | 0,026 | 0,030 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,022 | 0,028 | 0,038 | 0,043 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 400 | 0,022 | 0,028 | 0,038 | 0,043 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| 650-850 N/mm² | - | 80 | 0,027 | 0,035 | 0,041 | 0,047 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,027 | 0,035 | 0,041 | 0,047 |
| 850-1200 N/mm² | E | 65 | 0,031 | 0,038 | 0,045 | 0,051 | |
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 5 - Ø 11,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 5 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,004 | 0,005 | 0,008 | 0,012 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,011 |
| E | 30 | 0,003 | 0,005 | 0,007 | 0,011 | ||
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,004 | 0,005 | 0,008 | 0,012 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,005 | 0,006 | 0,011 | 0,016 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 120 | 0,006 | 0,008 | 0,015 | 0,022 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 400 | 0,005 | 0,006 | 0,011 | 0,016 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,006 | 0,008 | 0,015 | 0,022 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| 650-850 N/mm² | - | 80 | 0,006 | 0,008 | 0,015 | 0,022 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,006 | 0,008 | 0,015 | 0,022 |
| 850-1200 N/mm² | E | 65 | 0,008 | 0,011 | 0,017 | 0,027 | |
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 12 - Ø 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,025 | 0,028 | 0,035 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 138 | 0,032 | 0,037 | 0,050 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 83 | 0,041 | 0,046 | 0,055 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 64 | 0,032 | 0,037 | 0,050 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,041 | 0,046 | 0,055 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,041 | 0,046 | 0,055 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,041 | 0,046 | 0,055 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,045 | 0,050 | 0,060 | |
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 5 - Ø 11,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 5 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,005 | 0,007 | 0,010 | 0,016 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,005 | 0,007 | 0,010 | 0,016 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 138 | 0,006 | 0,008 | 0,014 | 0,021 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 83 | 0,008 | 0,011 | 0,020 | 0,029 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 64 | 0,006 | 0,008 | 0,014 | 0,021 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 28 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 14 | 0,011 | 0,014 | 0,023 | 0,036 | |
Zuletzt angesehen

SNAP Markierer

Passfeder Hohe Form DIN 6885 Stahl C 45 K blank Form A

Zarge Nova Pro Scala H122 für Schubkasten H122

Schraubendreher Schlitz mit Holzgriff

Bit RW®

Winkel-Einschraubverschraubung Armatur komplett für Zentralschmieranlage und Hydraulik

Zylinderschraube mit Innensechskant ISO 4762, Stahl 10.9, verzinkt Dickschicht passiviert (VZD)

Arbeitslatzhose Kübler Organiq 3248 1414

Sechskantschraube mit Gewinde bis Kopf DIN 933, Messing, blank

ISO-Klemmhalter mit S-Klemmsystem für VC Wendeschneidplatten