



Schaftfräser HSCo, lang, zentrumschneidend DIN 844L
Schaftfräser HSCo DIN 844L Z2-3 4xD Typ W
SHFTFRS-DIN844L-HSCO-W-D5,0MM
Art.-Nr. 5443600531
EAN 4055375876633














Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 1754 |
Zu bearbeitender Werkstoff | Stahl, Titan, Kupfer, Messing, Aluminium, Kunststoff |
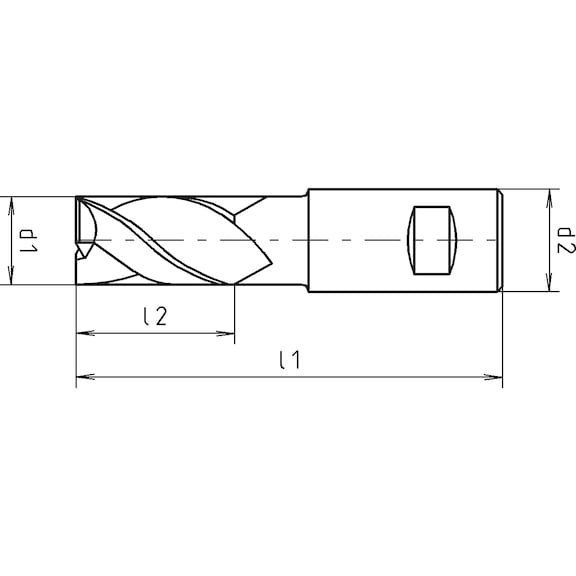
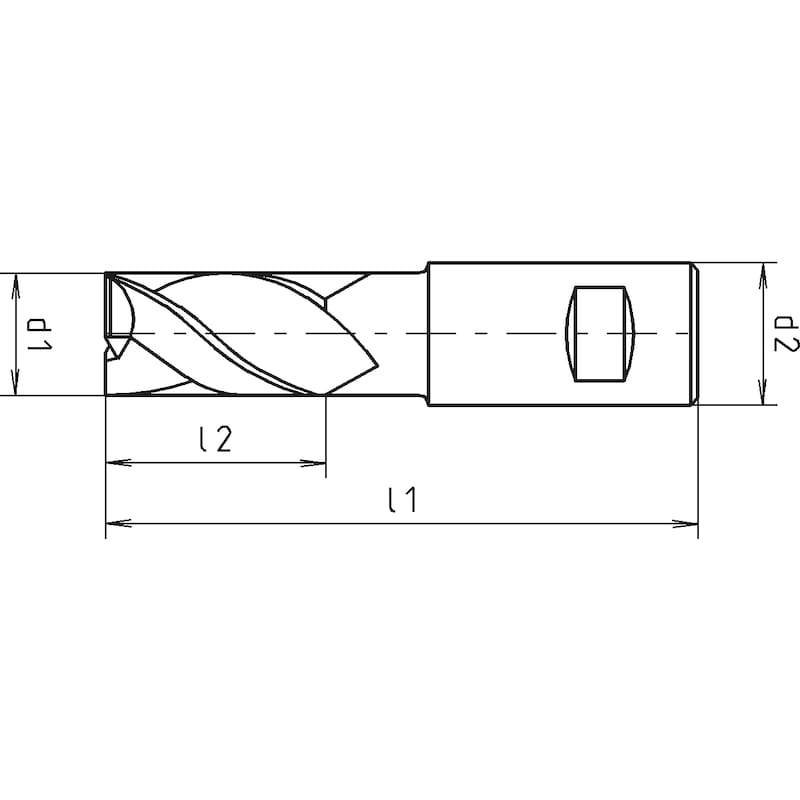
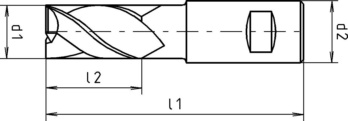
Durchmesser (d1) | 5 mm |
Schaftdurchmesser (d2) | 6 mm |
Länge (l1) | 68 mm |
Schneidenlänge (l2) | 24 mm |
Anzahl Schneiden (Z) | 2 STK |
Normen | DIN 844 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 1835-B |
Typ | W |
Schneidstoff | HSCo |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 40° |
Toleranz Schneidendurchmesser | k10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 12 - Ø 30 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 30 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,028 | 0,037 | 0,047 | 0,059 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 182 | 0,037 | 0,053 | 0,067 | 0,083 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 110 | 0,047 | 0,059 | 0,074 | 0,092 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 84 | 0,037 | 0,053 | 0,067 | 0,083 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,047 | 0,059 | 0,074 | 0,092 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,047 | 0,059 | 0,074 | 0,092 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 |
| 650-850 N/mm² | - | 37 | 0,047 | 0,059 | 0,074 | 0,092 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,047 | 0,059 | 0,074 | 0,092 |
| 850-1200 N/mm² | E | 18 | 0,052 | 0,063 | 0,080 | 0,100 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 5 - Ø 11,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 5 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,007 | 0,013 | 0,017 | 0,023 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,007 | 0,013 | 0,017 | 0,023 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 182 | 0,008 | 0,015 | 0,024 | 0,031 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 110 | 0,011 | 0,020 | 0,033 | 0,043 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 84 | 0,008 | 0,015 | 0,024 | 0,031 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,011 | 0,020 | 0,033 | 0,043 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,011 | 0,020 | 0,033 | 0,043 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,011 | 0,020 | 0,033 | 0,043 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,011 | 0,020 | 0,033 | 0,043 |
| 650-850 N/mm² | - | 37 | 0,011 | 0,020 | 0,033 | 0,043 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,011 | 0,020 | 0,033 | 0,043 |
| 850-1200 N/mm² | E | 18 | 0,014 | 0,025 | 0,039 | 0,052 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Bei Durchmesser über 20 mm ist Vollnuten nicht möglich, da zu großer Leistungsbedarf. | ||
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 12 - Ø 30 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 30 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,017 | 0,026 | 0,033 | 0,043 |
| 500-850 N/mm² | E | 38 | 0,014 | 0,023 | 0,029 | 0,038 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 |
| E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | ||
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,017 | 0,021 | 0,026 | 0,030 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,022 | 0,028 | 0,038 | 0,043 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 400 | 0,022 | 0,028 | 0,038 | 0,043 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| 650-850 N/mm² | - | 80 | 0,027 | 0,035 | 0,041 | 0,047 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,027 | 0,035 | 0,041 | 0,047 |
| 850-1200 N/mm² | E | 65 | 0,031 | 0,038 | 0,045 | 0,051 | |
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 5 - Ø 11,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 5 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,004 | 0,005 | 0,008 | 0,012 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,011 |
| E | 30 | 0,003 | 0,005 | 0,007 | 0,011 | ||
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,004 | 0,005 | 0,008 | 0,012 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,005 | 0,006 | 0,011 | 0,016 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 120 | 0,006 | 0,008 | 0,015 | 0,022 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 400 | 0,005 | 0,006 | 0,011 | 0,016 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,006 | 0,008 | 0,015 | 0,022 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| 650-850 N/mm² | - | 80 | 0,006 | 0,008 | 0,015 | 0,022 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,006 | 0,008 | 0,015 | 0,022 |
| 850-1200 N/mm² | E | 65 | 0,008 | 0,011 | 0,017 | 0,027 | |
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 12 - Ø 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,025 | 0,028 | 0,035 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 138 | 0,032 | 0,037 | 0,050 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 83 | 0,041 | 0,046 | 0,055 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 64 | 0,032 | 0,037 | 0,050 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,041 | 0,046 | 0,055 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,041 | 0,046 | 0,055 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,041 | 0,046 | 0,055 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,045 | 0,050 | 0,060 | |
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 5 - Ø 11,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 5 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,005 | 0,007 | 0,010 | 0,016 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,005 | 0,007 | 0,010 | 0,016 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 138 | 0,006 | 0,008 | 0,014 | 0,021 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 83 | 0,008 | 0,011 | 0,020 | 0,029 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 64 | 0,006 | 0,008 | 0,014 | 0,021 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 28 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 14 | 0,011 | 0,014 | 0,023 | 0,036 | |
Zuletzt angesehen

Atemschutzmaske Einweg FFP2 Uvex silv-Air 5200+ premium

Spiralbohrer HSS DIN 1897 Typ RN

Profil-Halbzylinder EPS

Linsensenkschraube mit Schlitz DIN 964, Stahl 4.8, verzinkt blau passiviert (A2K)

Abisoliermesser AM 280

Flachsenker Ruko HSS TiN DIN 373 mit Zylinderschaft und festem Führungszapfen Gütegrad fein für Durchgangsloch

Mehrzweckbohrer MFD-S 1/4 Zoll 6KT-Schaft

Federdeckel mit bruchsicherer Feder

Zusatzfunktion DUAL

Senk-Blechschraube Form C mit Kreuzschlitz H DIN 7982, Edelstahl A2, Geomet