





Schaftfräser HSCo8, extra kurz, zentrumschneidend
Fräser HSCo8 extra kurz WN Z3-4 1xD Typ HR TiAlN
SHFTFRS-WN-EK-HSCO8-TN-D20,0MM
Art.-Nr. 5443600808
EAN 4055375878651

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 2057 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan |
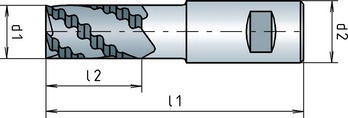
Durchmesser (d1) | 20 mm |
Schaftdurchmesser (d2) | 20 mm |
Normen | WN |
Baulänge | Extra kurz |
Schaftform | Zylindrisch DIN 1835-B |
Typ | HR |
Schneidstoff | HSCo8 |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Länge (l1) | 88 mm |
Schneidenlänge (l2) | 22 mm |
Anzahl Schneiden | 4 STK |
Toleranz Schneidendurchmesser | k12 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 12 - Ø 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,044 | 0,060 | 0,076 |
| 500-850 N/mm² | E | 37 | 0,038 | 0,053 | 0,067 | |
| Automatenstähle | < 850 N/mm² | E | 40 | 0,038 | 0,053 | 0,067 |
| 850-1000 N/mm² | E | 37 | 0,038 | 0,053 | 0,067 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 37 | 0,038 | 0,053 | 0,067 |
| 700-850 N/mm² | E | 32 | 0,038 | 0,053 | 0,067 | |
| 850-1000 N/mm² | E | 24 | 0,038 | 0,053 | 0,067 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 24 | 0,038 | 0,053 | 0,067 |
| 1000-1200 N/mm² | E | 23 | 0,044 | 0,060 | 0,076 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 32 | 0,038 | 0,053 | 0,067 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 27 | 0,038 | 0,053 | 0,067 |
| 1000-1200 N/mm² | E | 24 | 0,044 | 0,060 | 0,076 | |
| Nitrierstähle | < 1000 N/mm² | E | 23 | 0,038 | 0,053 | 0,067 |
| 1000-1200 N/mm² | E | 19 | 0,044 | 0,060 | 0,076 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,038 | 0,053 | 0,067 |
| 850-1100 N/mm² | E | 17 | 0,044 | 0,060 | 0,076 | |
| 1100-1400 N/mm² | E | 15 | 0,044 | 0,060 | 0,076 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,044 | 0,060 | 0,076 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 10 | 0,044 | 0,060 | 0,076 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,044 | 0,060 | 0,076 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 16 | 0,038 | 0,053 | 0,067 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 13 | 0,038 | 0,053 | 0,067 |
| < 850 N/mm² | E | 10 | 0,038 | 0,053 | 0,067 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 8 | 0,044 | 0,060 | 0,076 |
| Gusseisen | < 180 HB | - | 35 | 0,038 | 0,053 | 0,067 |
| > 180 HB | - | 27 | 0,038 | 0,053 | 0,067 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 21 | 0,038 | 0,053 | 0,067 |
| > 260 HB | E | 15 | 0,038 | 0,053 | 0,067 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 |
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 6 - Ø 11,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,020 | 0,028 | 0,037 |
| 500-850 N/mm² | E | 37 | 0,017 | 0,024 | 0,033 | |
| Automatenstähle | < 850 N/mm² | E | 40 | 0,017 | 0,024 | 0,033 |
| 850-1000 N/mm² | E | 37 | 0,017 | 0,024 | 0,033 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 37 | 0,017 | 0,024 | 0,033 |
| 700-850 N/mm² | E | 32 | 0,017 | 0,024 | 0,033 | |
| 850-1000 N/mm² | E | 24 | 0,017 | 0,024 | 0,033 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 24 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 23 | 0,020 | 0,028 | 0,037 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 32 | 0,017 | 0,024 | 0,033 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 27 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 24 | 0,020 | 0,028 | 0,037 | |
| Nitrierstähle | < 1000 N/mm² | E | 23 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 19 | 0,020 | 0,028 | 0,037 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,017 | 0,024 | 0,033 |
| 850-1100 N/mm² | E | 17 | 0,020 | 0,028 | 0,037 | |
| 1100-1400 N/mm² | E | 15 | 0,020 | 0,028 | 0,037 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,020 | 0,028 | 0,037 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 10 | 0,020 | 0,028 | 0,037 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,020 | 0,028 | 0,037 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 16 | 0,017 | 0,024 | 0,033 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 13 | 0,017 | 0,024 | 0,033 |
| < 850 N/mm² | E | 10 | 0,017 | 0,024 | 0,033 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 8 | 0,020 | 0,028 | 0,037 |
| Gusseisen | < 180 HB | - | 35 | 0,017 | 0,024 | 0,033 |
| > 180 HB | - | 27 | 0,017 | 0,024 | 0,033 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 21 | 0,017 | 0,024 | 0,033 |
| > 260 HB | E | 15 | 0,017 | 0,024 | 0,033 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,020 | 0,028 | 0,037 |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 12 - Ø 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,030 | 0,034 | 0,042 |
| 500-850 N/mm² | E | 37 | 0,025 | 0,030 | 0,037 | |
| Automatenstähle | < 850 N/mm² | E | 40 | 0,025 | 0,030 | 0,037 |
| 850-1000 N/mm² | E | 37 | 0,025 | 0,030 | 0,037 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 37 | 0,025 | 0,030 | 0,037 |
| 700-850 N/mm² | E | 32 | 0,025 | 0,030 | 0,037 | |
| 850-1000 N/mm² | E | 24 | 0,025 | 0,030 | 0,037 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 24 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 23 | 0,030 | 0,034 | 0,042 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 32 | 0,025 | 0,030 | 0,037 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 27 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 24 | 0,030 | 0,034 | 0,042 | |
| Nitrierstähle | < 1000 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 19 | 0,030 | 0,034 | 0,042 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 |
| 850-1100 N/mm² | E | 17 | 0,030 | 0,034 | 0,042 | |
| 1100-1400 N/mm² | E | 15 | 0,030 | 0,034 | 0,042 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,030 | 0,034 | 0,042 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 10 | 0,030 | 0,034 | 0,042 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,030 | 0,034 | 0,042 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 16 | 0,025 | 0,030 | 0,037 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 13 | 0,025 | 0,030 | 0,037 |
| < 850 N/mm² | E | 10 | 0,025 | 0,030 | 0,037 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 8 | 0,030 | 0,034 | 0,042 |
| Gusseisen | < 180 HB | - | 35 | 0,025 | 0,030 | 0,037 |
| > 180 HB | - | 27 | 0,025 | 0,030 | 0,037 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 21 | 0,025 | 0,030 | 0,037 |
| > 260 HB | E | 15 | 0,025 | 0,030 | 0,037 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,030 | 0,034 | 0,042 |
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 6 - Ø 11,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,008 | 0,012 | 0,019 |
| 500-850 N/mm² | E | 37 | 0,007 | 0,011 | 0,017 | |
| Automatenstähle | < 850 N/mm² | E | 40 | 0,007 | 0,011 | 0,017 |
| 850-1000 N/mm² | E | 37 | 0,007 | 0,011 | 0,017 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 37 | 0,007 | 0,011 | 0,017 |
| 700-850 N/mm² | E | 32 | 0,007 | 0,011 | 0,017 | |
| 850-1000 N/mm² | E | 24 | 0,007 | 0,011 | 0,017 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 24 | 0,007 | 0,011 | 0,017 |
| 1000-1200 N/mm² | E | 23 | 0,008 | 0,012 | 0,019 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 32 | 0,007 | 0,011 | 0,017 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 27 | 0,007 | 0,011 | 0,017 |
| 1000-1200 N/mm² | E | 24 | 0,008 | 0,012 | 0,019 | |
| Nitrierstähle | < 1000 N/mm² | E | 23 | 0,007 | 0,011 | 0,017 |
| 1000-1200 N/mm² | E | 19 | 0,008 | 0,012 | 0,019 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,007 | 0,011 | 0,017 |
| 850-1100 N/mm² | E | 17 | 0,008 | 0,012 | 0,019 | |
| 1100-1400 N/mm² | E | 15 | 0,008 | 0,012 | 0,019 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,008 | 0,012 | 0,019 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 10 | 0,008 | 0,012 | 0,019 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,008 | 0,012 | 0,019 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 16 | 0,007 | 0,011 | 0,017 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 13 | 0,007 | 0,011 | 0,017 |
| < 850 N/mm² | E | 10 | 0,007 | 0,011 | 0,017 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 8 | 0,008 | 0,012 | 0,019 |
| Gusseisen | < 180 HB | - | 35 | 0,007 | 0,011 | 0,017 |
| > 180 HB | - | 27 | 0,007 | 0,011 | 0,017 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 21 | 0,007 | 0,011 | 0,017 |
| > 260 HB | E | 15 | 0,007 | 0,011 | 0,017 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,008 | 0,012 | 0,019 |
Zuletzt angesehen

Abdeckkreppband

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 10.9, blank

Arbeitshose Planam Stretchline Bundhose 6611

Schnittschutzhandschuh Ansell HyFlex® 72-286 (Ehemals: VersaTouch® 72-286)

Sechskantmutter mit Feingewinde DIN 934, Stahl I8I, blank

Langlochfräser HSCo8, kurz, Zweischneider, zentrumschneidend DIN 327D

Sterngriff mit Buchse und Innengewinde

Sechskantschraube mit Gewinde bis Kopf für den Druckbehälterbau DIN EN ISO 4017, Edelstahl A2

Malerspachtel aus biegsamen, hochwertigen Stahl (konisch geschliffen)

Innenschublade für System-Flügeltürenschrank