


Schaftfräser HSCo8, kurz DIN 844K
Fräser HSCo8 DIN 844K Z4-6 2xD Typ N
SHFTFRS-DIN844K-HSCO8-N-D14,0MM




















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Ø 40 mm entspricht nicht der DIN
 | |
Produktcode | 1616 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Aluminium, Kunststoff |
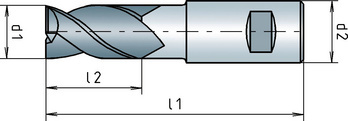
Durchmesser (d1) | 14 mm |
Schaftdurchmesser (d2) | 12 mm |
Länge (l1) | 83 mm |
Schneidenlänge (l2) | 26 mm |
Anzahl Schneiden (Z) | 4 STK |
Normen | DIN 844 |
Baulänge | Kurz |
Schaftform | Zylindrisch DIN 1835-B |
Typ | N |
Schneidstoff | HSCo8 |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 40° |
Toleranz Schneidendurchmesser | k10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
Datenblätter (0)
Zertifikate/ Dokumente (0)

Zuletzt angesehen

Sechskantmutter AN 316, Stahl, cadmiert

Sicherheitsstiefel S3 ruNNex® TeamStar 5301

Klebeband STAMISOL

Profil-Doppelzylinder 3KS Plus für gleichschließende Profilzylinder in Erstausstattung
Profil-Doppelzylinder 3KS Plus für gleichschließende Profilzylinder in Erstausstattung

AirKey Steuereinheit für den Wandleser

Gewinde-Schneideisen HSS DIN EN 22568 für metrische ISO-Regelgewinde

Aderendhülse mit Kunststoffhülse

Mini-Vliesscheibe RED PERFECT® 3D

Clip-Blende für Schiebetürbeschlag-Set REDOSLIDE Z40-G