





Schaftfräser HSCo8, kurz, zentrumschneidend DIN 844K
Schaftfräser HSCo8 DIN 844K Z3-6 2xD Typ N
SHFTFRS-DIN844K-HSCO8-D6,5MM
Art.-Nr. 5443600610
EAN 4055375877135





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 1816 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Kunststoff |
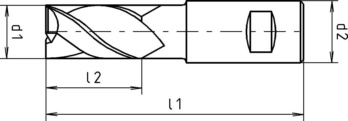
Durchmesser (d1) | 6,5 mm |
Schaftdurchmesser (d2) | 10 mm |
Länge (l1) | 66 mm |
Schneidenlänge (l2) | 16 mm |
Anzahl Schneiden (Z) | 4 STK |
Normen | DIN 844 |
Baulänge | Kurz |
Schaftform | Zylindrisch DIN 1835-B |
Typ | N |
Schneidstoff | HSCo8 |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Toleranz Schneidendurchmesser | k10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 12 - Ø 32 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 31,9 | Ø 32 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| 500-850 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 850-1000 N/mm² | E | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 700-850 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| 850-1000 N/mm² | E | 24 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 850-1100 N/mm² | E | 16 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| 1100-1400 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| < 850 N/mm² | E | 12 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Gusseisen | < 180 HB | - | 34 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| > 180 HB | - | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| > 260 HB | E | 18 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| 650-850 N/mm² | - | 37 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| 850-1200 N/mm² | E | 18 | 0,069 | 0,085 | 0,107 | 0,133 | 0,170 | |
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 2 - Ø 11,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8,0 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| 500-850 N/mm² | E | 30 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 850-1000 N/mm² | E | 26 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 700-850 N/mm² | E | 30 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| 850-1000 N/mm² | E | 24 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 1000-1200 N/mm² | E | 18 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 1000-1200 N/mm² | E | 18 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 1000-1200 N/mm² | E | 18 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 850-1100 N/mm² | E | 16 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| 1100-1400 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| < 850 N/mm² | E | 12 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Gusseisen | < 180 HB | - | 34 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| > 180 HB | - | 30 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| > 260 HB | E | 18 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| 650-850 N/mm² | - | 37 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| 850-1200 N/mm² | E | 18 | 0,010 | 0,018 | 0,034 | 0,053 | 0,070 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Bei Durchmesser über 20 mm ist Vollnuten nicht möglich, da zu großer Leistungsbedarf. | ||
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 12 - Ø 32 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 31,9 | Ø 32 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,022 | 0,035 | 0,044 | 0,057 | 0,080 |
| 500-850 N/mm² | E | 38 | 0,019 | 0,031 | 0,039 | 0,050 | 0,069 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 700-850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 850-1100 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| 1100-1400 N/mm² | E | 20 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,022 | 0,028 | 0,042 | 0,048 | 0,064 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| < 850 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Gusseisen | < 180 HB | - | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| > 180 HB | - | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| > 260 HB | E | 25 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| 650-850 N/mm² | - | 80 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| 850-1200 N/mm² | E | 65 | 0,041 | 0,050 | 0,060 | 0,068 | 0,092 | |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 2 - Ø 11,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 700-850 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 850-1100 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| 1100-1400 N/mm² | E | 20 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| < 850 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Gusseisen | < 180 HB | - | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| > 180 HB | - | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| > 260 HB | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 80 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 65 | 0,006 | 0,011 | 0,014 | 0,023 | 0,036 | |
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,016 | 0,025 | 0,028 | 0,035 |
| 500-850 N/mm² | E | 23 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,014 | 0,021 | 0,025 | 0,031 |
| 850-1000 N/mm² | E | 20 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,014 | 0,021 | 0,025 | 0,031 |
| 700-850 N/mm² | E | 23 | 0,014 | 0,021 | 0,025 | 0,031 | |
| 850-1000 N/mm² | E | 18 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 17 | 0,014 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,014 | 0,021 | 0,025 | 0,031 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 17 | 0,014 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Nitrierstähle | < 1000 N/mm² | E | 17 | 0,014 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,014 | 0,021 | 0,025 | 0,031 |
| 850-1100 N/mm² | E | 12 | 0,016 | 0,025 | 0,028 | 0,035 | |
| 1100-1400 N/mm² | E | 7 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 6 | 0,016 | 0,025 | 0,028 | 0,035 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 7 | 0,016 | 0,025 | 0,028 | 0,035 |
| Federstähle | < 1200 N/mm² | E | 6 | 0,016 | 0,025 | 0,028 | 0,035 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,014 | 0,021 | 0,025 | 0,031 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,014 | 0,021 | 0,025 | 0,031 |
| < 850 N/mm² | E | 9 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 7 | 0,016 | 0,025 | 0,028 | 0,035 |
| Gusseisen | < 180 HB | - | 26 | 0,014 | 0,021 | 0,025 | 0,031 |
| > 180 HB | - | 23 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,014 | 0,021 | 0,025 | 0,031 |
| > 260 HB | E | 14 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,016 | 0,025 | 0,028 | 0,035 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,029 | 0,041 | 0,046 | 0,055 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,029 | 0,041 | 0,046 | 0,055 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,029 | 0,041 | 0,046 | 0,055 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,029 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,029 | 0,041 | 0,046 | 0,055 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,029 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,036 | 0,045 | 0,050 | 0,060 | |
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 2 - Ø 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,003 | 0,005 | 0,007 | 0,010 |
| 500-850 N/mm² | E | 23 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,003 | 0,004 | 0,006 | 0,009 |
| 850-1000 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 |
| 700-850 N/mm² | E | 23 | 0,003 | 0,004 | 0,006 | 0,009 | |
| 850-1000 N/mm² | E | 18 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 17 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 14 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,003 | 0,004 | 0,006 | 0,009 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 17 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 14 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Nitrierstähle | < 1000 N/mm² | E | 17 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 14 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 |
| 850-1100 N/mm² | E | 12 | 0,003 | 0,005 | 0,007 | 0,010 | |
| 1100-1400 N/mm² | E | 7 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 6 | 0,003 | 0,005 | 0,007 | 0,010 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 7 | 0,003 | 0,005 | 0,007 | 0,010 |
| Federstähle | < 1200 N/mm² | E | 6 | 0,003 | 0,005 | 0,007 | 0,010 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,003 | 0,004 | 0,006 | 0,009 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,003 | 0,004 | 0,006 | 0,009 |
| < 850 N/mm² | E | 9 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 7 | 0,003 | 0,005 | 0,007 | 0,010 |
| Gusseisen | < 180 HB | - | 26 | 0,003 | 0,004 | 0,006 | 0,009 |
| > 180 HB | - | 23 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,003 | 0,004 | 0,006 | 0,009 |
| > 260 HB | E | 14 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,003 | 0,005 | 0,007 | 0,010 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,006 | 0,008 | 0,011 | 0,020 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,006 | 0,008 | 0,011 | 0,020 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,006 | 0,008 | 0,011 | 0,020 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,006 | 0,008 | 0,011 | 0,020 |
| 650-850 N/mm² | - | 28 | 0,006 | 0,008 | 0,011 | 0,020 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,006 | 0,008 | 0,011 | 0,020 |
| 850-1200 N/mm² | E | 14 | 0,006 | 0,011 | 0,014 | 0,023 | |
Zuletzt angesehen

Schutzhandschuh gestrickt mit Benoppung Asatex E091N

Passscheibe DIN 988, Stahl blank

Hutmutter mit Bund Hygienic USIT®

Zugfeder mit Doppelöse DIN 2097 Federdrahtstahldraht, Stahl verzinkt

90° Winkel einstellbare Dichtkegel-Verschraubung ISO 8434-1, Edelstahl 1.4571, Schneidringanschluss mit O-Ring

Schaftfräser HSCo8, kurz DIN 844K

Rührkorb R I für flüssige Materialien

Stiftschraube mit Einschraubende ≈ 1,25 d DIN 939, Stahl 10.9, blank

Profil-Knaufzylinder Akura 44

Sechskantmutter ISO 4032 Stahl 10, blank