





Schaftfräser HSCo8, kurz, zentrumschneidend DIN 844K
Schaftfräser HSCo8 DIN 844K Z3-6 2xD Typ N
SHFTFRS-DIN844K-HSCO8-D8,5MM
Art.-Nr. 5443600614
EAN 4055375877173





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 1816 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Kunststoff |
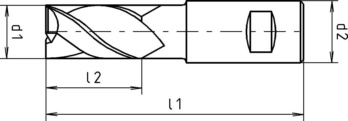
Durchmesser (d1) | 8,5 mm |
Schaftdurchmesser (d2) | 10 mm |
Länge (l1) | 69 mm |
Schneidenlänge (l2) | 19 mm |
Anzahl Schneiden (Z) | 4 STK |
Normen | DIN 844 |
Baulänge | Kurz |
Schaftform | Zylindrisch DIN 1835-B |
Typ | N |
Schneidstoff | HSCo8 |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Toleranz Schneidendurchmesser | k10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 12 - Ø 32 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 31,9 | Ø 32 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| 500-850 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 850-1000 N/mm² | E | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 700-850 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| 850-1000 N/mm² | E | 24 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 850-1100 N/mm² | E | 16 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| 1100-1400 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| < 850 N/mm² | E | 12 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Gusseisen | < 180 HB | - | 34 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| > 180 HB | - | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| > 260 HB | E | 18 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| 650-850 N/mm² | - | 37 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| 850-1200 N/mm² | E | 18 | 0,069 | 0,085 | 0,107 | 0,133 | 0,170 | |
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 2 - Ø 11,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8,0 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| 500-850 N/mm² | E | 30 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 850-1000 N/mm² | E | 26 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 700-850 N/mm² | E | 30 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| 850-1000 N/mm² | E | 24 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 1000-1200 N/mm² | E | 18 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 1000-1200 N/mm² | E | 18 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 1000-1200 N/mm² | E | 18 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 850-1100 N/mm² | E | 16 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| 1100-1400 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| < 850 N/mm² | E | 12 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Gusseisen | < 180 HB | - | 34 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| > 180 HB | - | 30 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| > 260 HB | E | 18 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| 650-850 N/mm² | - | 37 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| 850-1200 N/mm² | E | 18 | 0,010 | 0,018 | 0,034 | 0,053 | 0,070 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Bei Durchmesser über 20 mm ist Vollnuten nicht möglich, da zu großer Leistungsbedarf. | ||
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 12 - Ø 32 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 31,9 | Ø 32 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,022 | 0,035 | 0,044 | 0,057 | 0,080 |
| 500-850 N/mm² | E | 38 | 0,019 | 0,031 | 0,039 | 0,050 | 0,069 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 700-850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 850-1100 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| 1100-1400 N/mm² | E | 20 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,022 | 0,028 | 0,042 | 0,048 | 0,064 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| < 850 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Gusseisen | < 180 HB | - | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| > 180 HB | - | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| > 260 HB | E | 25 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| 650-850 N/mm² | - | 80 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| 850-1200 N/mm² | E | 65 | 0,041 | 0,050 | 0,060 | 0,068 | 0,092 | |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 2 - Ø 11,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 700-850 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 850-1100 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| 1100-1400 N/mm² | E | 20 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| < 850 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Gusseisen | < 180 HB | - | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| > 180 HB | - | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| > 260 HB | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 80 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 65 | 0,006 | 0,011 | 0,014 | 0,023 | 0,036 | |
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,016 | 0,025 | 0,028 | 0,035 |
| 500-850 N/mm² | E | 23 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,014 | 0,021 | 0,025 | 0,031 |
| 850-1000 N/mm² | E | 20 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,014 | 0,021 | 0,025 | 0,031 |
| 700-850 N/mm² | E | 23 | 0,014 | 0,021 | 0,025 | 0,031 | |
| 850-1000 N/mm² | E | 18 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 17 | 0,014 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,014 | 0,021 | 0,025 | 0,031 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 17 | 0,014 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Nitrierstähle | < 1000 N/mm² | E | 17 | 0,014 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,014 | 0,021 | 0,025 | 0,031 |
| 850-1100 N/mm² | E | 12 | 0,016 | 0,025 | 0,028 | 0,035 | |
| 1100-1400 N/mm² | E | 7 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 6 | 0,016 | 0,025 | 0,028 | 0,035 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 7 | 0,016 | 0,025 | 0,028 | 0,035 |
| Federstähle | < 1200 N/mm² | E | 6 | 0,016 | 0,025 | 0,028 | 0,035 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,014 | 0,021 | 0,025 | 0,031 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,014 | 0,021 | 0,025 | 0,031 |
| < 850 N/mm² | E | 9 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 7 | 0,016 | 0,025 | 0,028 | 0,035 |
| Gusseisen | < 180 HB | - | 26 | 0,014 | 0,021 | 0,025 | 0,031 |
| > 180 HB | - | 23 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,014 | 0,021 | 0,025 | 0,031 |
| > 260 HB | E | 14 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,016 | 0,025 | 0,028 | 0,035 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,029 | 0,041 | 0,046 | 0,055 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,029 | 0,041 | 0,046 | 0,055 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,029 | 0,041 | 0,046 | 0,055 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,029 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,029 | 0,041 | 0,046 | 0,055 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,029 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,036 | 0,045 | 0,050 | 0,060 | |
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 2 - Ø 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,003 | 0,005 | 0,007 | 0,010 |
| 500-850 N/mm² | E | 23 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,003 | 0,004 | 0,006 | 0,009 |
| 850-1000 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 |
| 700-850 N/mm² | E | 23 | 0,003 | 0,004 | 0,006 | 0,009 | |
| 850-1000 N/mm² | E | 18 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 17 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 14 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,003 | 0,004 | 0,006 | 0,009 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 17 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 14 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Nitrierstähle | < 1000 N/mm² | E | 17 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 14 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 |
| 850-1100 N/mm² | E | 12 | 0,003 | 0,005 | 0,007 | 0,010 | |
| 1100-1400 N/mm² | E | 7 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 6 | 0,003 | 0,005 | 0,007 | 0,010 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 7 | 0,003 | 0,005 | 0,007 | 0,010 |
| Federstähle | < 1200 N/mm² | E | 6 | 0,003 | 0,005 | 0,007 | 0,010 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,003 | 0,004 | 0,006 | 0,009 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,003 | 0,004 | 0,006 | 0,009 |
| < 850 N/mm² | E | 9 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 7 | 0,003 | 0,005 | 0,007 | 0,010 |
| Gusseisen | < 180 HB | - | 26 | 0,003 | 0,004 | 0,006 | 0,009 |
| > 180 HB | - | 23 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,003 | 0,004 | 0,006 | 0,009 |
| > 260 HB | E | 14 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,003 | 0,005 | 0,007 | 0,010 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,006 | 0,008 | 0,011 | 0,020 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,006 | 0,008 | 0,011 | 0,020 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,006 | 0,008 | 0,011 | 0,020 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,006 | 0,008 | 0,011 | 0,020 |
| 650-850 N/mm² | - | 28 | 0,006 | 0,008 | 0,011 | 0,020 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,006 | 0,008 | 0,011 | 0,020 |
| 850-1200 N/mm² | E | 14 | 0,006 | 0,011 | 0,014 | 0,023 | |
Zuletzt angesehen

Bolzen mit Kopf Form B ISO 2341 Form B, Stahl verzinkt

Gewindebohrer Hand Vorschneider Ruko Handgewindebohrer HSS DIN 2181 Feingewinde Vorschneider

Gewindestift mit Innensechskant und abgeflachter Spitze ISO 4027, Stahl 45H, blank

Sicherheitshalbschuh S3 Base B0677B

Halbrundprofilfräser HSS Hinterdreht DIN 855

Senkschraube mit Schlitz DIN 963, Edelstahl A4, blank

Tiefgrund

Schellenkörper Teil 3 - Doppelte Baureihe

Arbeitskapuzenpullover Planam Iceland Hoody

Profil-Knaufzylinder EPS für gleichschließende Erstanlagen