





Schaftfräser HSCo8, lang DIN 844L
Fräser HSCo8 DIN 844L Z4-5 4xD Typ NR
SHFTFRS-DIN844L-HSCO8-D24,0MM
Art.-Nr. 5443600817
EAN 4055375878729






















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 2076 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Kunststoff |
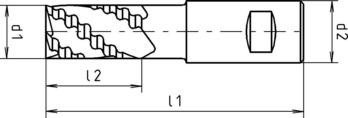
Durchmesser (d1) | 24 mm |
Schaftdurchmesser (d2) | 25 mm |
Normen | DIN 844 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 1835-B |
Typ | NR |
Schneidstoff | HSCo8 |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Länge (l1) | 166 mm |
Schneidenlänge (l2) | 90 mm |
Anzahl Schneiden | 5 STK |
Toleranz Schneidendurchmesser | k12 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 10 - Ø 30 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 30 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| 500-850 N/mm² | E | 30 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 850-1000 N/mm² | E | 26 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 700-850 N/mm² | E | 30 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| 850-1000 N/mm² | E | 24 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 850-1100 N/mm² | E | 16 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| 1100-1400 N/mm² | E | 9 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| < 850 N/mm² | E | 12 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Sonderlegierungen | < 1200 N/mm² | E | 7 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Gusseisen | < 180 HB | - | 34 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| > 180 HB | - | 30 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| > 260 HB | E | 18 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| 650-850 N/mm² | - | 37 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| 850-1200 N/mm² | E | 18 | 0,063 | 0,062 | 0,076 | 0,096 | 0,120 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Bei Durchmesser über 20 mm ist Vollnuten nicht möglich, da zu großer Leistungsbedarf. | ||
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,014 | 0,023 | 0,025 | 0,032 |
| 500-850 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,013 | 0,019 | 0,023 | 0,028 |
| 850-1000 N/mm² | E | 20 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,013 | 0,019 | 0,023 | 0,028 |
| 700-850 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| 850-1000 N/mm² | E | 18 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 17 | 0,013 | 0,019 | 0,023 | 0,028 |
| 1000-1200 N/mm² | E | 14 | 0,014 | 0,023 | 0,025 | 0,032 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 17 | 0,013 | 0,019 | 0,023 | 0,028 |
| 1000-1200 N/mm² | E | 14 | 0,014 | 0,023 | 0,025 | 0,032 | |
| Nitrierstähle | < 1000 N/mm² | E | 17 | 0,013 | 0,019 | 0,023 | 0,028 |
| 1000-1200 N/mm² | E | 14 | 0,014 | 0,023 | 0,025 | 0,032 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,013 | 0,019 | 0,023 | 0,028 |
| 850-1100 N/mm² | E | 12 | 0,014 | 0,023 | 0,025 | 0,032 | |
| 1100-1400 N/mm² | E | 7 | 0,014 | 0,023 | 0,025 | 0,032 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 6 | 0,014 | 0,023 | 0,025 | 0,032 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 7 | 0,014 | 0,023 | 0,025 | 0,032 |
| Federstähle | < 1200 N/mm² | E | 6 | 0,014 | 0,023 | 0,025 | 0,032 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,013 | 0,019 | 0,023 | 0,028 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,013 | 0,019 | 0,023 | 0,028 |
| < 850 N/mm² | E | 9 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 7 | 0,014 | 0,023 | 0,025 | 0,032 |
| Sonderlegierungen | < 1200 N/mm² | E | 5 | 0,014 | 0,023 | 0,025 | 0,032 |
| Gusseisen | < 180 HB | - | 26 | 0,013 | 0,019 | 0,023 | 0,028 |
| > 180 HB | - | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,013 | 0,019 | 0,023 | 0,028 |
| > 260 HB | E | 14 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,014 | 0,023 | 0,025 | 0,032 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,026 | 0,037 | 0,041 | 0,050 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,026 | 0,037 | 0,041 | 0,050 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,026 | 0,037 | 0,041 | 0,050 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,026 | 0,037 | 0,041 | 0,050 |
| 650-850 N/mm² | - | 28 | 0,026 | 0,037 | 0,041 | 0,050 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,026 | 0,037 | 0,041 | 0,050 |
| 850-1200 N/mm² | E | 14 | 0,032 | 0,041 | 0,045 | 0,054 | |
Zuletzt angesehen

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, verzinkt Dickschicht passiviert (ZSML)

ASSY® 4 RCS Beschlagschraube Stahl verzinkt Vollgewinde Linsensenkkopf

Sechskantmutter niedrige Form mit Feingewinde DIN 439 Messing, blank

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, verzinkt blau passiviert (A2K)

Kegelstift mit Innengewinde ungehärtet DIN 7978 Stahl ungehärtet blank

Halbschalen-Presseinsatz Sechskantpressung

Vlies-Schleifband für stationäre Kontaktschleifmaschinen RED PERFECT® 3D

Flachkopfschraube mit Innensechsrund ISO 14583, Edelstahl A2-70, blank

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Edelstahl A2-70, blank

Rohrhalterungsschelle Multifix DIN 3016, Form RSGU/D1, W5/EPDM