





Schaftfräser HSCo8, lang DIN 844L
Fräser HSCo8 DIN 844L Z4-5 4xD Typ HR
SHFTFRS-DIN844L-HSCO8-TN-D14,0MM
Art.-Nr. 5443600833
EAN 4055375878866


















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 2087 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan |
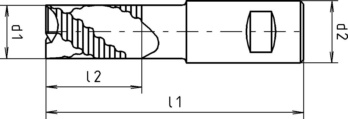
Durchmesser (d1) | 14 mm |
Schaftdurchmesser (d2) | 12 mm |
Normen | DIN 844 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 1835-B |
Typ | HR |
Schneidstoff | HSCo8 |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Länge (l1) | 110 mm |
Schneidenlänge (l2) | 53 mm |
Anzahl Schneiden | 4 STK |
Toleranz Schneidendurchmesser | k12 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 10 - Ø 25 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| 500-850 N/mm² | E | 37 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Automatenstähle | < 850 N/mm² | E | 40 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 850-1000 N/mm² | E | 37 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 37 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 700-850 N/mm² | E | 32 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| 850-1000 N/mm² | E | 24 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 24 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 1000-1200 N/mm² | E | 23 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 32 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 27 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 1000-1200 N/mm² | E | 24 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| Nitrierstähle | < 1000 N/mm² | E | 23 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 1000-1200 N/mm² | E | 19 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 850-1100 N/mm² | E | 17 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| 1100-1400 N/mm² | E | 15 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 10 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 16 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 13 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| < 850 N/mm² | E | 10 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 8 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Gusseisen | < 180 HB | - | 35 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| > 180 HB | - | 27 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 21 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| > 260 HB | E | 15 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 10 - Ø 25 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,014 | 0,023 | 0,025 | 0,032 |
| 500-850 N/mm² | E | 37 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Automatenstähle | < 850 N/mm² | E | 40 | 0,013 | 0,019 | 0,023 | 0,028 |
| 850-1000 N/mm² | E | 37 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 37 | 0,013 | 0,019 | 0,023 | 0,028 |
| 700-850 N/mm² | E | 32 | 0,013 | 0,019 | 0,023 | 0,028 | |
| 850-1000 N/mm² | E | 24 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 24 | 0,013 | 0,019 | 0,023 | 0,028 |
| 1000-1200 N/mm² | E | 23 | 0,014 | 0,023 | 0,025 | 0,032 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 32 | 0,013 | 0,019 | 0,023 | 0,028 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 27 | 0,013 | 0,019 | 0,023 | 0,028 |
| 1000-1200 N/mm² | E | 24 | 0,014 | 0,023 | 0,025 | 0,032 | |
| Nitrierstähle | < 1000 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 |
| 1000-1200 N/mm² | E | 19 | 0,014 | 0,023 | 0,025 | 0,032 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,013 | 0,019 | 0,023 | 0,028 |
| 850-1100 N/mm² | E | 17 | 0,014 | 0,023 | 0,025 | 0,032 | |
| 1100-1400 N/mm² | E | 15 | 0,014 | 0,023 | 0,025 | 0,032 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,014 | 0,023 | 0,025 | 0,032 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 10 | 0,014 | 0,023 | 0,025 | 0,032 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,014 | 0,023 | 0,025 | 0,032 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 16 | 0,013 | 0,019 | 0,023 | 0,028 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 13 | 0,013 | 0,019 | 0,023 | 0,028 |
| < 850 N/mm² | E | 10 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 8 | 0,014 | 0,023 | 0,025 | 0,032 |
| Gusseisen | < 180 HB | - | 35 | 0,013 | 0,019 | 0,023 | 0,028 |
| > 180 HB | - | 27 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 21 | 0,013 | 0,019 | 0,023 | 0,028 |
| > 260 HB | E | 15 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,014 | 0,023 | 0,025 | 0,032 |
Zuletzt angesehen

Stiftschraube mit Einschraubende ≈ 1,25 d für den Druckbehälterbau DIN 939, Edelstahl A2/70, blank

Profil-Knaufzylinder EPS

Öffnungsunterstützung VS TAL Larder Power Move

Handgewindebohrer Mittelschneider HSS DIN 352

Cetus Bundhose mit Holstertaschen

Schutzfolie für Gesichtsschutzschirm Ultimate

Sicherheitshalbschuh S2 Steitz VD 3570 SST

Hartwachs

Flexschlauch für Siphon Polypropylen weiß

Bohrschraube Flachkopf mit AW-Antrieb pias®