





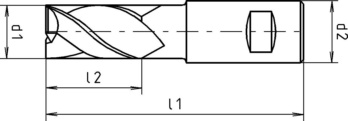
Schaftfräser HSCo8, , lang, zentrumschneidend DIN 844L
Schaftfräser HSCo8 DIN 844L N Z4-6 4xD Typ N
SHFTFRS-DIN844L-HSCO8-D11,0MM
Art.-Nr. 5443600679
EAN 4055375877715






















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Ø 30 mm entspricht nicht der DIN
Datenblätter(X)

Schwer zerspanbare Werkstoffe auch mit hoher Zähigkeit, z.B. Baustählen bis hin zu legierten Werkzeugstählen. Aber auch NE-Metalle, Kobalt- und Nickellegierungen, sowie für Titan und Titanlegierungen.
 | |
Produktcode | 1836 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Kunststoff |
Durchmesser (d1) | 11 mm |
Schaftdurchmesser (d2) | 12 mm |
Länge (l1) | 102 mm |
Schneidenlänge (l2) | 45 mm |
Anzahl Schneiden (Z) | 4 STK |
Normen | DIN 844 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 1835-B |
Typ | N |
Schneidstoff | HSCo8 |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Toleranz Schneidendurchmesser | k10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 12 - Ø 32 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 31,9 | Ø 32 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| 500-850 N/mm² | E | 30 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 850-1000 N/mm² | E | 26 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 700-850 N/mm² | E | 30 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| 850-1000 N/mm² | E | 24 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 850-1100 N/mm² | E | 16 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| 1100-1400 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| < 850 N/mm² | E | 12 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Gusseisen | < 180 HB | - | 34 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| > 180 HB | - | 30 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| > 260 HB | E | 18 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| 650-850 N/mm² | - | 37 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| 850-1200 N/mm² | E | 18 | 0,052 | 0,063 | 0,080 | 0,100 | 0,127 | |
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 3 - Ø 11,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| 500-850 N/mm² | E | 30 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 850-1000 N/mm² | E | 26 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 700-850 N/mm² | E | 30 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| 850-1000 N/mm² | E | 24 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 1000-1200 N/mm² | E | 18 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 1000-1200 N/mm² | E | 18 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 1000-1200 N/mm² | E | 18 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 850-1100 N/mm² | E | 16 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| 1100-1400 N/mm² | E | 9 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| < 850 N/mm² | E | 12 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Gusseisen | < 180 HB | - | 34 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| > 180 HB | - | 30 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| > 260 HB | E | 18 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| 650-850 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| 850-1200 N/mm² | E | 18 | 0,008 | 0,014 | 0,025 | 0,039 | 0,052 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Bei Durchmesser über 20 mm ist Vollnuten nicht möglich, da zu großer Leistungsbedarf. | ||
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 12 - Ø 32 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 31,9 | Ø 32 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,017 | 0,026 | 0,033 | 0,043 | 0,060 |
| 500-850 N/mm² | E | 38 | 0,014 | 0,023 | 0,029 | 0,038 | 0,052 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 850-1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 700-850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| 850-1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 1000-1200 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 1000-1200 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 1000-1200 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 850-1100 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| 1100-1400 N/mm² | E | 20 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,017 | 0,021 | 0,032 | 0,036 | 0,048 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| < 850 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 |
| Gusseisen | < 180 HB | - | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| > 180 HB | - | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| > 260 HB | E | 25 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| 650-850 N/mm² | - | 80 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| 850-1200 N/mm² | E | 65 | 0,031 | 0,038 | 0,045 | 0,051 | 0,069 | |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 3 - Ø 11,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| 500-850 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 850-1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 700-850 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| 850-1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 1000-1200 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 1000-1200 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 1000-1200 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 850-1100 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| 1100-1400 N/mm² | E | 20 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| < 850 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Gusseisen | < 180 HB | - | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| > 180 HB | - | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| > 260 HB | E | 25 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| 650-850 N/mm² | - | 80 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| 850-1200 N/mm² | E | 65 | 0,005 | 0,008 | 0,011 | 0,017 | 0,027 | |
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,012 | 0,019 | 0,021 | 0,026 |
| 500-850 N/mm² | E | 23 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,011 | 0,016 | 0,019 | 0,023 |
| 850-1000 N/mm² | E | 20 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,011 | 0,016 | 0,019 | 0,023 |
| 700-850 N/mm² | E | 23 | 0,011 | 0,016 | 0,019 | 0,023 | |
| 850-1000 N/mm² | E | 18 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 17 | 0,011 | 0,016 | 0,019 | 0,023 |
| 1000-1200 N/mm² | E | 14 | 0,012 | 0,019 | 0,021 | 0,026 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,011 | 0,016 | 0,019 | 0,023 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 17 | 0,011 | 0,016 | 0,019 | 0,023 |
| 1000-1200 N/mm² | E | 14 | 0,012 | 0,019 | 0,021 | 0,026 | |
| Nitrierstähle | < 1000 N/mm² | E | 17 | 0,011 | 0,016 | 0,019 | 0,023 |
| 1000-1200 N/mm² | E | 14 | 0,012 | 0,019 | 0,021 | 0,026 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,011 | 0,016 | 0,019 | 0,023 |
| 850-1100 N/mm² | E | 12 | 0,012 | 0,019 | 0,021 | 0,026 | |
| 1100-1400 N/mm² | E | 7 | 0,012 | 0,019 | 0,021 | 0,026 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 6 | 0,012 | 0,019 | 0,021 | 0,026 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 7 | 0,012 | 0,019 | 0,021 | 0,026 |
| Federstähle | < 1200 N/mm² | E | 6 | 0,012 | 0,019 | 0,021 | 0,026 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,011 | 0,016 | 0,019 | 0,023 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,011 | 0,016 | 0,019 | 0,023 |
| < 850 N/mm² | E | 9 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 7 | 0,012 | 0,019 | 0,021 | 0,026 |
| Gusseisen | < 180 HB | - | 26 | 0,011 | 0,016 | 0,019 | 0,023 |
| > 180 HB | - | 23 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,011 | 0,016 | 0,019 | 0,023 |
| > 260 HB | E | 14 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,012 | 0,019 | 0,021 | 0,026 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,022 | 0,031 | 0,035 | 0,041 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,022 | 0,031 | 0,035 | 0,041 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,022 | 0,031 | 0,035 | 0,041 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,022 | 0,031 | 0,035 | 0,041 |
| 650-850 N/mm² | - | 28 | 0,022 | 0,031 | 0,035 | 0,041 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,022 | 0,031 | 0,035 | 0,041 |
| 850-1200 N/mm² | E | 14 | 0,027 | 0,034 | 0,038 | 0,045 | |
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 3 - Ø 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,002 | 0,004 | 0,005 | 0,008 |
| 500-850 N/mm² | E | 23 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,002 | 0,003 | 0,005 | 0,007 |
| 850-1000 N/mm² | E | 20 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,002 | 0,003 | 0,005 | 0,007 |
| 700-850 N/mm² | E | 23 | 0,002 | 0,003 | 0,005 | 0,007 | |
| 850-1000 N/mm² | E | 18 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 17 | 0,002 | 0,003 | 0,005 | 0,007 |
| 1000-1200 N/mm² | E | 14 | 0,002 | 0,004 | 0,005 | 0,008 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,002 | 0,003 | 0,005 | 0,007 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 17 | 0,002 | 0,003 | 0,005 | 0,007 |
| 1000-1200 N/mm² | E | 14 | 0,002 | 0,004 | 0,005 | 0,008 | |
| Nitrierstähle | < 1000 N/mm² | E | 17 | 0,002 | 0,003 | 0,005 | 0,007 |
| 1000-1200 N/mm² | E | 14 | 0,002 | 0,004 | 0,005 | 0,008 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,002 | 0,003 | 0,005 | 0,007 |
| 850-1100 N/mm² | E | 12 | 0,002 | 0,004 | 0,005 | 0,008 | |
| 1100-1400 N/mm² | E | 7 | 0,002 | 0,004 | 0,005 | 0,008 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 6 | 0,002 | 0,004 | 0,005 | 0,008 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 7 | 0,002 | 0,004 | 0,005 | 0,008 |
| Federstähle | < 1200 N/mm² | E | 6 | 0,002 | 0,004 | 0,005 | 0,008 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,002 | 0,003 | 0,005 | 0,007 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,002 | 0,003 | 0,005 | 0,007 |
| < 850 N/mm² | E | 9 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 7 | 0,002 | 0,004 | 0,005 | 0,008 |
| Gusseisen | < 180 HB | - | 26 | 0,002 | 0,003 | 0,005 | 0,007 |
| > 180 HB | - | 23 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,002 | 0,003 | 0,005 | 0,007 |
| > 260 HB | E | 14 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,002 | 0,004 | 0,005 | 0,008 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,005 | 0,006 | 0,008 | 0,015 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,005 | 0,006 | 0,008 | 0,015 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,005 | 0,006 | 0,008 | 0,015 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,005 | 0,006 | 0,008 | 0,015 |
| 650-850 N/mm² | - | 28 | 0,005 | 0,006 | 0,008 | 0,015 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,005 | 0,006 | 0,008 | 0,015 |
| 850-1200 N/mm² | E | 14 | 0,005 | 0,008 | 0,011 | 0,017 | |
Zuletzt angesehen

Sicherungsring für Bohrung Regelausführung Form J DIN 472 für Bohrungen, Federstahl, phosphatiert und geölt

Windeisen DIN 1814 Performance verstellbar

Winkel-Einschraubverschraubung Armatur komplett für Zentralschmieranlage und Hydraulik

Dichtring Aluminium Form A

Fußelement für Zuganker 2-tlg.

Scheibe mit großem Außendurchmesser DIN 9021 (mit großem Außendurchmesser), Stahl verzinkt, blau passiviert (A2K)

Schaftfräser VHM, lang, freigestellt, Vierschneider, ungleiche Drallsteigung DIN 6527L, HB-Schaft

Fassadenbahn STAMISOL ADVANCED FA POP 2 TAPE

Mehrzweckbohrer MFD-S Zylinderschaft

ASSY®plus VG 4 CH Konstruktionsschraube Stahl verzinkt Vollgewinde Zylinderkopf