





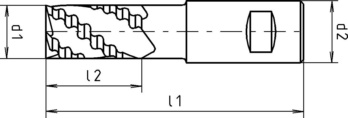
Schaftfräser HSS-C08, kurz DIN 844K
Fräser HSCo8 DIN 844K Z3-5 2xD Typ NR ZS
SHFTFRS-DIN844B-K-HSCO8-D16,0MM
Art.-Nr. 5443600750
EAN 4055375878217



















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 2026 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Aluminium |
Durchmesser (d1) | 16 mm |
Schaftdurchmesser (d2) | 16 mm |
Normen | DIN 844 |
Baulänge | Kurz |
Schaftform | Zylindrisch DIN 1835-B |
Typ | NR |
Schneidstoff | HSCo8 |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Länge (l1) | 92 mm |
Schneidenlänge (l2) | 32 mm |
Anzahl Schneiden | 4 STK |
Toleranz Schneidendurchmesser | k12 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 12 - Ø 30 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 30 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,044 | 0,060 | 0,076 | 0,094 |
| 500-850 N/mm² | E | 30 | 0,038 | 0,053 | 0,067 | 0,083 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,038 | 0,053 | 0,067 | 0,083 |
| 850-1000 N/mm² | E | 26 | 0,038 | 0,053 | 0,067 | 0,083 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,038 | 0,053 | 0,067 | 0,083 |
| 700-850 N/mm² | E | 30 | 0,038 | 0,053 | 0,067 | 0,083 | |
| 850-1000 N/mm² | E | 24 | 0,038 | 0,053 | 0,067 | 0,083 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,038 | 0,053 | 0,067 | 0,083 |
| 1000-1200 N/mm² | E | 18 | 0,044 | 0,060 | 0,076 | 0,094 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,038 | 0,053 | 0,067 | 0,083 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,038 | 0,053 | 0,067 | 0,083 |
| 1000-1200 N/mm² | E | 18 | 0,044 | 0,060 | 0,076 | 0,094 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,038 | 0,053 | 0,067 | 0,083 |
| 1000-1200 N/mm² | E | 18 | 0,044 | 0,060 | 0,076 | 0,094 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,038 | 0,053 | 0,067 | 0,083 |
| 850-1100 N/mm² | E | 16 | 0,044 | 0,060 | 0,076 | 0,094 | |
| 1100-1400 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 | 0,094 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,044 | 0,060 | 0,076 | 0,094 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 | 0,094 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,044 | 0,060 | 0,076 | 0,094 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,038 | 0,053 | 0,067 | 0,083 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,038 | 0,053 | 0,067 | 0,083 |
| < 850 N/mm² | E | 12 | 0,038 | 0,053 | 0,067 | 0,083 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 | 0,094 |
| Sonderlegierungen | < 1200 N/mm² | E | 7 | 0,044 | 0,060 | 0,076 | 0,094 |
| Gusseisen | < 180 HB | - | 34 | 0,038 | 0,053 | 0,067 | 0,083 |
| > 180 HB | - | 30 | 0,038 | 0,053 | 0,067 | 0,083 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,038 | 0,053 | 0,067 | 0,083 |
| > 260 HB | E | 18 | 0,038 | 0,053 | 0,067 | 0,083 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 | 0,094 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,074 | 0,094 | 0,118 | 0,147 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,074 | 0,094 | 0,118 | 0,147 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,074 | 0,094 | 0,118 | 0,147 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,074 | 0,094 | 0,118 | 0,147 |
| 650-850 N/mm² | - | 37 | 0,074 | 0,094 | 0,118 | 0,147 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,074 | 0,094 | 0,118 | 0,147 |
| 850-1200 N/mm² | E | 18 | 0,083 | 0,102 | 0,129 | 0,159 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 5 - Ø 11,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 5 - 5,9 | Ø 6 - 7,9 | Ø 8,0 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,011 | 0,020 | 0,028 | 0,037 |
| 500-850 N/mm² | E | 30 | 0,008 | 0,017 | 0,024 | 0,033 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,008 | 0,017 | 0,024 | 0,033 |
| 850-1000 N/mm² | E | 26 | 0,008 | 0,017 | 0,024 | 0,033 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,008 | 0,017 | 0,024 | 0,033 |
| 700-850 N/mm² | E | 30 | 0,008 | 0,017 | 0,024 | 0,033 | |
| 850-1000 N/mm² | E | 24 | 0,008 | 0,017 | 0,024 | 0,033 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,008 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 18 | 0,011 | 0,020 | 0,028 | 0,037 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,008 | 0,017 | 0,024 | 0,033 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,008 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 18 | 0,011 | 0,020 | 0,028 | 0,037 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,008 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 18 | 0,011 | 0,020 | 0,028 | 0,037 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,008 | 0,017 | 0,024 | 0,033 |
| 850-1100 N/mm² | E | 16 | 0,011 | 0,020 | 0,028 | 0,037 | |
| 1100-1400 N/mm² | E | 9 | 0,011 | 0,020 | 0,028 | 0,037 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,011 | 0,020 | 0,028 | 0,037 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,011 | 0,020 | 0,028 | 0,037 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,011 | 0,020 | 0,028 | 0,037 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,008 | 0,017 | 0,024 | 0,033 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,008 | 0,017 | 0,024 | 0,033 |
| < 850 N/mm² | E | 12 | 0,008 | 0,017 | 0,024 | 0,033 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,011 | 0,020 | 0,028 | 0,037 |
| Sonderlegierungen | < 1200 N/mm² | E | 7 | 0,011 | 0,020 | 0,028 | 0,037 |
| Gusseisen | < 180 HB | - | 34 | 0,008 | 0,017 | 0,024 | 0,033 |
| > 180 HB | - | 30 | 0,008 | 0,017 | 0,024 | 0,033 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,008 | 0,017 | 0,024 | 0,033 |
| > 260 HB | E | 18 | 0,008 | 0,017 | 0,024 | 0,033 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,011 | 0,020 | 0,028 | 0,037 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,017 | 0,032 | 0,053 | 0,068 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,017 | 0,032 | 0,053 | 0,068 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,017 | 0,032 | 0,053 | 0,068 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,017 | 0,032 | 0,053 | 0,068 |
| 650-850 N/mm² | - | 37 | 0,017 | 0,032 | 0,053 | 0,068 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,017 | 0,032 | 0,053 | 0,068 |
| 850-1200 N/mm² | E | 18 | 0,022 | 0,041 | 0,063 | 0,083 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Bei Durchmesser über 20 mm ist Vollnuten nicht möglich, da zu großer Leistungsbedarf. | ||
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 12 - Ø 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,030 | 0,034 | 0,042 |
| 500-850 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,025 | 0,030 | 0,037 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,037 |
| 700-850 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | |
| 850-1000 N/mm² | E | 18 | 0,025 | 0,030 | 0,037 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | |
| Nitrierstähle | < 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 |
| 850-1100 N/mm² | E | 12 | 0,030 | 0,034 | 0,042 | |
| 1100-1400 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 6 | 0,030 | 0,034 | 0,042 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 |
| Federstähle | < 1200 N/mm² | E | 6 | 0,030 | 0,034 | 0,042 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,025 | 0,030 | 0,037 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,025 | 0,030 | 0,037 |
| < 850 N/mm² | E | 9 | 0,025 | 0,030 | 0,037 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 |
| Sonderlegierungen | < 1200 N/mm² | E | 5 | 0,030 | 0,034 | 0,042 |
| Gusseisen | < 180 HB | - | 26 | 0,025 | 0,030 | 0,037 |
| > 180 HB | - | 23 | 0,025 | 0,030 | 0,037 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,025 | 0,030 | 0,037 |
| > 260 HB | E | 14 | 0,025 | 0,030 | 0,037 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,049 | 0,055 | 0,066 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,049 | 0,055 | 0,066 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,049 | 0,055 | 0,066 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,049 | 0,055 | 0,066 |
| 650-850 N/mm² | - | 28 | 0,049 | 0,055 | 0,066 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,049 | 0,055 | 0,066 |
| 850-1200 N/mm² | E | 14 | 0,054 | 0,060 | 0,072 | |
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 5 - Ø 11,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 5 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,006 | 0,008 | 0,012 | 0,019 |
| 500-850 N/mm² | E | 23 | 0,005 | 0,007 | 0,011 | 0,017 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,005 | 0,007 | 0,011 | 0,017 |
| 850-1000 N/mm² | E | 20 | 0,005 | 0,007 | 0,011 | 0,017 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,005 | 0,007 | 0,011 | 0,017 |
| 700-850 N/mm² | E | 23 | 0,005 | 0,007 | 0,011 | 0,017 | |
| 850-1000 N/mm² | E | 18 | 0,005 | 0,007 | 0,011 | 0,017 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 17 | 0,005 | 0,007 | 0,011 | 0,017 |
| 1000-1200 N/mm² | E | 14 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,005 | 0,007 | 0,011 | 0,017 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 17 | 0,005 | 0,007 | 0,011 | 0,017 |
| 1000-1200 N/mm² | E | 14 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Nitrierstähle | < 1000 N/mm² | E | 17 | 0,005 | 0,007 | 0,011 | 0,017 |
| 1000-1200 N/mm² | E | 14 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,005 | 0,007 | 0,011 | 0,017 |
| 850-1100 N/mm² | E | 12 | 0,006 | 0,008 | 0,012 | 0,019 | |
| 1100-1400 N/mm² | E | 7 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 6 | 0,006 | 0,008 | 0,012 | 0,019 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 7 | 0,006 | 0,008 | 0,012 | 0,019 |
| Federstähle | < 1200 N/mm² | E | 6 | 0,006 | 0,008 | 0,012 | 0,019 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,005 | 0,007 | 0,011 | 0,017 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,005 | 0,007 | 0,011 | 0,017 |
| < 850 N/mm² | E | 9 | 0,005 | 0,007 | 0,011 | 0,017 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 7 | 0,006 | 0,008 | 0,012 | 0,019 |
| Sonderlegierungen | < 1200 N/mm² | E | 5 | 0,006 | 0,008 | 0,012 | 0,019 |
| Gusseisen | < 180 HB | - | 26 | 0,005 | 0,007 | 0,011 | 0,017 |
| > 180 HB | - | 23 | 0,005 | 0,007 | 0,011 | 0,017 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,005 | 0,007 | 0,011 | 0,017 |
| > 260 HB | E | 14 | 0,005 | 0,007 | 0,011 | 0,017 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,006 | 0,008 | 0,012 | 0,019 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,010 | 0,013 | 0,024 | 0,035 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,010 | 0,013 | 0,024 | 0,035 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,010 | 0,013 | 0,024 | 0,035 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,010 | 0,013 | 0,024 | 0,035 |
| 650-850 N/mm² | - | 28 | 0,010 | 0,013 | 0,024 | 0,035 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,010 | 0,013 | 0,024 | 0,035 |
| 850-1200 N/mm² | E | 14 | 0,013 | 0,017 | 0,028 | 0,043 | |
Zuletzt angesehen

Fixanker W-FAZ PRO/A4

Sicherheitshalbschuh S3 Steitz VD 3500 SST SF

Sicherheitssandale S1 Steitz VD 1000 SST

Stetigförderer Tellerscheibe DIN 15237 Stahl 4.6 verzinkt blau

Schaftfräser VHM Speedcut, Ultra hard steel 68 HRC, Eckenradius lang, freigestellt

Halbrundkerbnägel ISO 8746 Edelstahl A2 blank

Flache Scheibe mit Fase ISO 7090, Stahl 200HV, Zink-Nickel silber (ZNSH)

Schleifband Breit VSM RK700X

Linsenschraube mit Kreuzschlitz H DIN 7985, Stahl 8.8, blank

Schaftfräser HSS-C08, kurz DIN 844K