


Schaftfräser HSS-C08, kurz DIN 844K
Fräser HSCo8 DIN 844K Z3-5 2xD Typ NR ZS
SHFTFRS-DIN844B-K-HSCO8-D8,0MM



















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
 | |
Produktcode | 2026 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Aluminium |
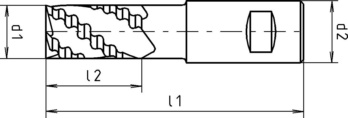
Durchmesser (d1) | 8 mm |
Schaftdurchmesser (d2) | 10 mm |
Normen | DIN 844 |
Baulänge | Kurz |
Schaftform | Zylindrisch DIN 1835-B |
Typ | NR |
Schneidstoff | HSCo8 |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Länge (l1) | 69 mm |
Schneidenlänge (l2) | 19 mm |
Anzahl Schneiden | 4 STK |
Toleranz Schneidendurchmesser | k12 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
Datenblätter (0)
Zertifikate/ Dokumente (0)

Zuletzt angesehen

Klemmfix® für UP-Geräte-/-Geräte-Verbindungsdose

LEGRIS GER EINSCHR.ANSCH.D8G1/4ZO FT

Zylinderstift ungehärtet ISO 2338 Edelstahl A1 (m6)

Buchsenkontakt Micro Quadlok System (MQS) 0,63 unisoliert

Sonderaufnahme für Gummipuffer

Splint DIN 94 Stahl blank

Passscheibe DIN 988, Stahl blank

Quetschkabelschuh Ringform DIN 46234 und ähnlich

Arretierstift

Flachpinsel für lösungsmittelhaltige Lack- und Farbsysteme