





Schaftfräser HSS-Co5, kurz, Dreischneider, zentrumschneidend DIN 844K
Fräser HSCo DIN 844K Z3 2xD Typ WR
SHFTFRS-DIN844B-K-HSCO-W-D10,0MM
Art.-Nr. 5443600843
EAN 4055375878934
















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 2094 |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Kupfer, Messing, Aluminium, Kunststoff |
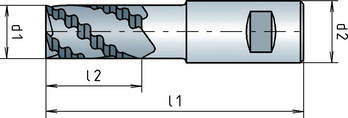
Durchmesser (d1) | 10 mm |
Schaftdurchmesser (d2) | 10 mm |
Normen | DIN 844 |
Baulänge | Kurz |
Schaftform | Zylindrisch DIN 1835-B |
Typ | WR |
Schneidstoff | HSCo |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 35° |
Länge (l1) | 72 mm |
Schneidenlänge (l2) | 22 mm |
Anzahl Schneiden | 3 STK |
Toleranz Schneidendurchmesser | k12 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Rostfreie Stähle < 850 N/mm², Kupfer, Messing, Aluminium, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 6 - Ø 15,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | Ø 12 - 15,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,020 | 0,028 | 0,037 | 0,044 |
| 500-850 N/mm² | E | 30 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,017 | 0,024 | 0,033 | 0,038 |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,017 | 0,024 | 0,033 | 0,038 |
| 700-850 N/mm² | E | 30 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,017 | 0,024 | 0,033 | 0,038 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,017 | 0,024 | 0,033 | 0,038 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,017 | 0,024 | 0,033 | 0,038 |
| < 850 N/mm² | E | 12 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 182 | 0,024 | 0,039 | 0,049 | 0,059 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 110 | 0,032 | 0,053 | 0,068 | 0,074 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 84 | 0,024 | 0,039 | 0,049 | 0,059 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,032 | 0,053 | 0,068 | 0,074 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,032 | 0,053 | 0,068 | 0,074 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,032 | 0,053 | 0,068 | 0,074 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,032 | 0,053 | 0,068 | 0,074 |
| 650-850 N/mm² | - | 37 | 0,032 | 0,053 | 0,068 | 0,074 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,032 | 0,053 | 0,068 | 0,074 |
| 850-1200 N/mm² | E | 18 | 0,041 | 0,063 | 0,083 | 0,083 | |
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 12 - Ø 25 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,025 | 0,028 | 0,035 |
| 500-850 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,021 | 0,025 | 0,031 |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,021 | 0,025 | 0,031 |
| 700-850 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,021 | 0,025 | 0,031 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,021 | 0,025 | 0,031 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,021 | 0,025 | 0,031 |
| < 850 N/mm² | E | 9 | 0,021 | 0,025 | 0,031 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 138 | 0,032 | 0,037 | 0,050 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 83 | 0,041 | 0,046 | 0,055 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 64 | 0,032 | 0,037 | 0,050 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,041 | 0,046 | 0,055 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,041 | 0,046 | 0,055 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,041 | 0,046 | 0,055 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,045 | 0,050 | 0,060 | |
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 6 - Ø 11,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,007 | 0,010 | 0,016 |
| 500-850 N/mm² | E | 23 | 0,006 | 0,009 | 0,014 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,006 | 0,009 | 0,014 |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,006 | 0,009 | 0,014 |
| 700-850 N/mm² | E | 23 | 0,006 | 0,009 | 0,014 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,006 | 0,009 | 0,014 |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,006 | 0,009 | 0,014 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,006 | 0,009 | 0,014 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,006 | 0,009 | 0,014 |
| < 850 N/mm² | E | 9 | 0,006 | 0,009 | 0,014 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 138 | 0,008 | 0,014 | 0,021 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 83 | 0,011 | 0,020 | 0,029 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 64 | 0,008 | 0,014 | 0,021 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,011 | 0,020 | 0,029 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,011 | 0,020 | 0,029 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,011 | 0,020 | 0,029 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 28 | 0,011 | 0,020 | 0,029 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 14 | 0,014 | 0,023 | 0,036 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 16 - Ø 25 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,060 | 0,076 | 0,094 |
| 500-850 N/mm² | E | 30 | 0,053 | 0,067 | 0,083 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,053 | 0,067 | 0,083 |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,053 | 0,067 | 0,083 |
| 700-850 N/mm² | E | 30 | 0,053 | 0,067 | 0,083 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,053 | 0,067 | 0,083 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,053 | 0,067 | 0,083 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,053 | 0,067 | 0,083 |
| < 850 N/mm² | E | 12 | 0,053 | 0,067 | 0,083 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 182 | 0,085 | 0,107 | 0,133 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 110 | 0,094 | 0,118 | 0,147 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 84 | 0,085 | 0,107 | 0,133 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,094 | 0,118 | 0,147 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,094 | 0,118 | 0,147 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,094 | 0,118 | 0,147 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,094 | 0,118 | 0,147 |
| 650-850 N/mm² | - | 37 | 0,094 | 0,118 | 0,147 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,094 | 0,118 | 0,147 |
| 850-1200 N/mm² | E | 18 | 0,102 | 0,129 | 0,159 | |
Zuletzt angesehen

Kolbenring-Spann-Zange

HPC-Vollhartmetallbohrer Speeddrill 4.0-Inox, DIN 6537K, kurz 3xD, 4 Führungsfasen, mit Innenkühlung

Maschinengewindebohrer HSCo NeoTap Blau Durchgangsloch DIN 371/376

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 12.9, blank

T-Stück reduziert mit Lötanschluss EN1254, Kupfer, 5130R

Splint ISO 1234 Edelstahl A2

Vollauszug Nova Pro OrgaAer mit integriertem Dämpfungssystem

Sechskantschraube mit Schaft ISO 4014, Stahl 10.9, blank

Übergangsnippel mit Außengewinde EN1254, Rotguss, 4243G

Linsenschraube mit Kreuzschlitz H DIN 7985, Edelstahl A2, blank