





Schaftfräser VHM Speedcut Aluminium, extra lang XXL, freigestellt, Dreischneider, ungleiche Drallsteigung
Fräser SC Alu WN-XXL Z3 6xD/2xD W 34-38° HB
FRS-VHM-SP-WNXXL-AL-EL-HB-D12,0MM
Art.-Nr. 5443301037
EAN 4055375924716





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7990 |
Zu bearbeitender Werkstoff | Aluminium, Kupfer, Messing, Kunststoff |
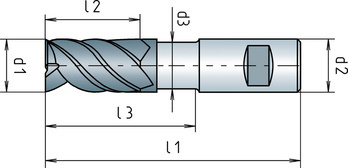
Durchmesser (d1) | 12 mm |
Schaftdurchmesser (d2) | 12 mm |
Freistellungsdurchmesser (d3) | 11,5 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | W |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 34-38° |
Länge (l1) | 120 mm |
Schneidenlänge (l2) | 26 mm |
Freistellungslänge (l3) | 73 mm |
Anzahl Schneiden (Z) | 3 STK |
Eckenfase | 0,15 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Aluminium, Kupfer, Messing, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 | 0,070 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| 650-850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| 850-1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | |
| Schnittwerte für Schlichten-Kontur | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,120 | 0,144 | 0,180 | 0,228 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,090 | 0,108 | 0,132 | 0,168 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,090 | 0,108 | 0,132 | 0,168 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,090 | 0,108 | 0,132 | 0,168 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,090 | 0,108 | 0,132 | 0,168 |
| 650-850 N/mm² | E | 170 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,090 | 0,108 | 0,132 | 0,168 |
| 850-1200 N/mm² | E | 145 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 | 0,084 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| 650-850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| 850-1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schruppen-Kontur | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,100 | 0,120 | 0,150 | 0,190 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,075 | 0,090 | 0,110 | 0,140 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,075 | 0,090 | 0,110 | 0,140 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,075 | 0,090 | 0,110 | 0,140 |
| 650-850 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 |
| 850-1200 N/mm² | E | 120 | 0,075 | 0,090 | 0,110 | 0,140 | |
Zuletzt angesehen

Kennzeichnungsringe PVC

Maschineneinbauwerkzeug für Gewindeeinsätze

Push-in Schnellsteckverbindung

Arbeitshose Planam Highline Damen

Rändelschraube, hohe Form DIN 464, Stahl 5.8, verzinkt blau passiviert (A2K)

Zylinderschraube mit Innensechskant ISO 4762, Stahl 8.8, verzinkt Dickschicht passiviert VZD

Socken

Sechskantschraube mit Gewinde bis Kopf für den Druckbehälterbau ISO 4017, Stahl 5.6, blank

Sicherheitshalbschuh S2 Steitz VX 7550 Perbunan

Sicherheitsstiefel S2 Steitz ESD AL 782 PLUS