





Schaftfräser VHM Speedcut Aluminium, extra lang XXL, freigestellt, Dreischneider, ungleiche Drallsteigung
Fräser SC Alu WN-XXL Z3 6xD/2xD W 34-38° HB
FRS-VHM-SP-WNXXL-AL-EL-HB-D16,0MM
Art.-Nr. 5443301039
EAN 4055375924730





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7990 |
Zu bearbeitender Werkstoff | Aluminium, Kupfer, Messing, Kunststoff |
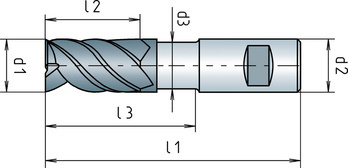
Durchmesser (d1) | 16 mm |
Schaftdurchmesser (d2) | 16 mm |
Freistellungsdurchmesser (d3) | 15,5 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | W |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 34-38° |
Länge (l1) | 150 mm |
Schneidenlänge (l2) | 32 mm |
Freistellungslänge (l3) | 100 mm |
Anzahl Schneiden (Z) | 3 STK |
Eckenfase | 0,20 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Aluminium, Kupfer, Messing, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 | 0,070 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| 650-850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| 850-1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | |
| Schnittwerte für Schlichten-Kontur | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,120 | 0,144 | 0,180 | 0,228 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,090 | 0,108 | 0,132 | 0,168 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,090 | 0,108 | 0,132 | 0,168 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,090 | 0,108 | 0,132 | 0,168 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,090 | 0,108 | 0,132 | 0,168 |
| 650-850 N/mm² | E | 170 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,090 | 0,108 | 0,132 | 0,168 |
| 850-1200 N/mm² | E | 145 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 | 0,084 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| 650-850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| 850-1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schruppen-Kontur | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,100 | 0,120 | 0,150 | 0,190 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,075 | 0,090 | 0,110 | 0,140 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,075 | 0,090 | 0,110 | 0,140 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,075 | 0,090 | 0,110 | 0,140 |
| 650-850 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 |
| 850-1200 N/mm² | E | 120 | 0,075 | 0,090 | 0,110 | 0,140 | |
Zuletzt angesehen

Profil-Knaufzylinder 3KS Plus für gleichschließende Profilzylinder in Erstausstattung

Umsteckklinge für Schraubendreher

Gewindestift Innensechskant und Kegelstumpf ISO 4026 Stahl 45H, blank

Hybrid-Leiter Doppelseitig

Vulkanfiberscheibe Halboffen gestreute Zirkonkorund-Fiberscheibe für Anwendungen mit mittlerem Anpressdruck

Sechskantschraube mit Gewinde bis Kopf ASME B18.2.1, Stahl Grade 5 verzinkt blau passiviert (A2K), UNC (Regelgewinde)

Isoliertülle für Flachsteckhülsen

Sechskantschraube mit Gewinde bis Kopf ASME B18.2.1, Edelstahl 316, Blank, UNC (Regelgewinde)

Sechskantschraube mit Gewinde bis Kopf ASME B18.2.1, Stahl Grade 5, blank, UNC (Regelgewinde)

Profil-Doppelzylinder W6X