





Schaftfräser VHM Speedcut Aluminium, lang, freigestellt, Zweischneider, ungleiche Drallsteigung DIN 6527L, HA-Schaft
Fräser SC Alu DIN6527L Z2 3xD/2xD 43-45° HA
SHFTFRS-SP-DIN6527L-ALU-VHM-HA-D20
Art.-Nr. 5443300919
EAN 4055375917992





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7035 |
Zu bearbeitender Werkstoff | Aluminium, Kupfer, Messing, Kunststoff |
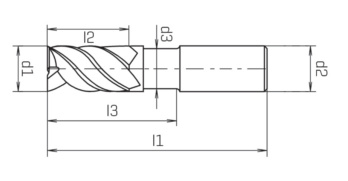
Durchmesser (d1) | 20 mm |
Schaftdurchmesser (d2) | 20 mm |
Freistellungsdurchmesser (d3) | 19,0 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | W |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 43-45° |
Länge (l1) | 104 mm |
Schneidenlänge (l2) | 38 mm |
Freistellungslänge (l3) | 54 mm |
Anzahl Schneiden (Z) | 2 STK |
Eckenfase | 0,25 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Aluminium, Kupfer, Messing, Kunststoffe |
| Legende | ||
| T = Trocken | ae = 0,5xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,064 | 0,074 | 0,085 | 0,092 | 0,140 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 650-850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 850-1200 N/mm² | E | 120 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 |
| Duroplastisch | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 | |
| Schnittwerte für Schruppen-Kontur | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,240 | 0,288 | 0,360 | 0,456 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,180 | 0,216 | 0,264 | 0,336 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,180 | 0,216 | 0,264 | 0,336 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| 650-850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 |
| 850-1200 N/mm² | E | 145 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastisch | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,096 | 0,099 | 0,105 | 0,110 | 0,168 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 650-850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 850-1200 N/mm² | E | 145 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 |
| Duroplastisch | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 | |
| Legende | ||
| T = Trocken | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Nut | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,200 | 0,240 | 0,300 | 0,380 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,150 | 0,180 | 0,220 | 0,280 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| 650-850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| 850-1200 N/mm² | E | 120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastisch | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
Zuletzt angesehen

Flachrundschraube mit Vierkantansatz DIN 603, Stahl 10.9 verzinkt blau passiviert (A2K)

Zylinderschraube mit Innensechskant und Vollgewinde ISO 4762 / DIN 912, Stahl 12.9, blank, mit Vollgewinde

PRIPRESS® T-Stück mit Abgang Innengewinde

Retuschierwachs

Schaftfräser VHM Speedcut Aluminium, Eckenradius lang, freigestellt, Dreischneider, ungleiche Drallsteigung DIN 6527L

System-Sortiment 8.4.1 Sicherungszangen 25-teilig

3M-9100X-VORSATZSCHEIBE--528015

Spiralspannstift, Regelausführung ISO 8750 Edelstahl A2 blank

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8U, feuerverzinkt (TZN)

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8U, feuerverzinkt (TZN) Fabrikat DOKKA