





Schaftfräser VHM Speedcut Aluminium, lang, freigestellt, Zweischneider, ungleiche Drallsteigung DIN 6527L, HA-Schaft
Fräser SC Alu DIN6527L Z2 3xD/2xD 43-45° HA
SHFTFRS-SP-DIN6527L-ALU-VHM-HA-D5
Art.-Nr. 5443300913
EAN 4055375917930





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7035 |
Zu bearbeitender Werkstoff | Aluminium, Kupfer, Messing, Kunststoff |
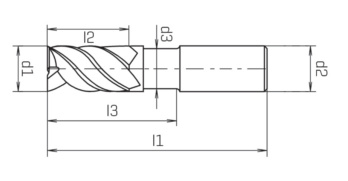
Durchmesser (d1) | 5 mm |
Schaftdurchmesser (d2) | 6 mm |
Freistellungsdurchmesser (d3) | 4,6 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | W |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 43-45° |
Länge (l1) | 57 mm |
Schneidenlänge (l2) | 13 mm |
Freistellungslänge (l3) | 18 mm |
Anzahl Schneiden (Z) | 2 STK |
Eckenfase | 0,06 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Aluminium, Kupfer, Messing, Kunststoffe |
| Legende | ||
| T = Trocken | ae = 0,5xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,064 | 0,074 | 0,085 | 0,092 | 0,140 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 650-850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 850-1200 N/mm² | E | 120 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 |
| Duroplastisch | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 | |
| Schnittwerte für Schruppen-Kontur | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,240 | 0,288 | 0,360 | 0,456 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,180 | 0,216 | 0,264 | 0,336 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,180 | 0,216 | 0,264 | 0,336 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| 650-850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 |
| 850-1200 N/mm² | E | 145 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastisch | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,096 | 0,099 | 0,105 | 0,110 | 0,168 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 650-850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 850-1200 N/mm² | E | 145 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 |
| Duroplastisch | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 | |
| Legende | ||
| T = Trocken | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Nut | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,200 | 0,240 | 0,300 | 0,380 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,150 | 0,180 | 0,220 | 0,280 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| 650-850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| 850-1200 N/mm² | E | 120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastisch | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
Zuletzt angesehen

Tannenbaumclip mit großer Abstufung

Sechskant-Blechschraube DIN 7976, Edelstahl A2, blank, Form C (mit Spitze)

Schellenkörper Teil 1 - Leichte Baureihe

Ratschen-Ring-Maulschlüssel Zoll mit POWERDRIV®-Antrieb

Zylinderstift gehärtet ISO 8734 Stahl blank, Typ A durchgehärtet, Toleranzklasse m6

Verschlussstopfen W.TEC®COVER CAP WP 300 F Polyethylen, Natur

Hartmetall Frässtift Sortiment Zahnung INOX 10-tlg.

VARIFIX® Hammerkopfbefestiger Standardfix mit Mutter und Scheibe vormontiert, verzinkt

Vierkantfeile DIN 7261, Form D

STESHSL-1/2ZO-IN6KT-SW8-L140MM