





Schaftfräser VHM Speedcut Aluminium, lang, freigestellt, Zweischneider, ungleiche Drallsteigung DIN 6527L
Fräser SC Alu DIN6527L Z2 3xD/2xD 43-45° HB
SHFTFRS-SP-DIN6527L-ALU-VHM-WF-D6
Art.-Nr. 5443300924
EAN 4055375918586





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7135 |
Zu bearbeitender Werkstoff | Aluminium, Kupfer, Messing, Kunststoff |
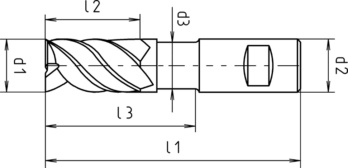
Durchmesser (d1) | 6 mm |
Schaftdurchmesser (d2) | 6 mm |
Freistellungsdurchmesser (d3) | 5,5 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | W |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 43-45° |
Länge (l1) | 57 mm |
Schneidenlänge (l2) | 13 mm |
Freistellungslänge (l3) | 21 mm |
Anzahl Schneiden (Z) | 2 STK |
Eckenfase | 0,08 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Aluminium, Kupfer, Messing, Kunststoffe |
| Legende | ||
| T = Trocken | ae = 0,5xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,064 | 0,074 | 0,085 | 0,092 | 0,140 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 650-850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 850-1200 N/mm² | E | 120 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 |
| Duroplastisch | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 | |
| Schnittwerte für Schruppen-Kontur | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,240 | 0,288 | 0,360 | 0,456 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,180 | 0,216 | 0,264 | 0,336 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,180 | 0,216 | 0,264 | 0,336 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| 650-850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 |
| 850-1200 N/mm² | E | 145 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastisch | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,096 | 0,099 | 0,105 | 0,110 | 0,168 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 650-850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 850-1200 N/mm² | E | 145 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 |
| Duroplastisch | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 | |
| Legende | ||
| T = Trocken | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Nut | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,200 | 0,240 | 0,300 | 0,380 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,150 | 0,180 | 0,220 | 0,280 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| 650-850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| 850-1200 N/mm² | E | 120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Kunststoffe | Thermoplastisch | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastisch | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
Zuletzt angesehen

Sicherungsring für Bohrung Regelausführung Form J DIN 472 für Bohrungen, Federstahl, phosphatiert und geölt

Sechskantmutter mit Klemmteil (nichtmetallischer Einsatz) ISO 7040, Stahl 8, verzinkt Dickschicht passiviert (VZD)

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 8.8, verzinkt blau passiviert (A2K)

Sechskantschraube mit Schaft SB-GARNITUR DIN EN 15048-1 DIN 7990, Stahl 5.6 feuerverzinkt (TZN)

KNFZYL-DUAL-GHS-(NI)-36X66MM

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, verzinkt Dickschicht passiviert (ZSML)

Schraube abgeflachter Halbrundkopf und Innensechsrund DIN 34805-1, TX-Antrieb, Edelstahl A2-070, blank

Sicherheitsschraube Halbrundkopf mit Innensechsrund und Pin ISO 7380-1 ähnlich, Edelstahl A2-070, blank

Schutzhandschuh Winter Fitzner 574213

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Edelstahl A4-70, blank