





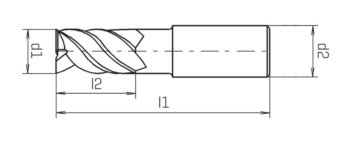
Schaftfräser VHM Speedcut Inox, lang, Vierschneider, ungleiche Drallsteigung DIN 6527L, HA-Schaft
Fräser SC DIN 6527L Z4 2xD/2xD 39-42° TiAlN-S HA
FRS-VHM-SP-DIN6527L-IX-TNS-HA-D5,0MM
Art.-Nr. 5443300724
EAN 4055375919279



























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7247 |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Titan, Aluminium, GFK |
Durchmesser (d1) | 5 mm |
Schaftdurchmesser (d2) | 6 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 39-42° |
Länge (l1) | 57 mm |
Schneidenlänge (l2) | 13 mm |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0,25 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Aluminium, GFK |
| Legende | ||
| L = Luft | ae = 0,1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 8 - Ø 20 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 300 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| 500–850 N/mm² | L + E | 235 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 | |
| Automatenstähle | < 850 N/mm² | L + E | 235 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| 850–1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 260 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 |
| 700–850 N/mm² | L + E | 235 | 0,040 | 0,045 | 0,060 | 0,075 | 0,090 | |
| 850–1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 220 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000–1200 N/mm² | L + E | 190 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 300 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000–1200 N/mm² | L + E | 190 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000–1200 N/mm² | L + E | 190 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 240 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 850–1100 N/mm² | L + E | 230 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 130 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Federstähle | < 1200 N/mm² | L + E | 130 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 160 | 0,035 | 0,045 | 0,055 | 0,065 | 0,080 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 140 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| < 850 N/mm² | E | 130 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 115 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Sonderlegierungen | < 1200 N/mm² | E | 90 | 0,030 | 0,040 | 0,045 | 0,055 | 0,065 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Gusseisen | < 180 HB | - | 205 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| < 180 HB | - | 130 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 160 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| > 260 HB | E | 130 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 2 - Ø 6 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 | Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 300 | 0,013 | 0,015 | 0,020 | 0,025 | 0,030 |
| 500–850 N/mm² | L + E | 235 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Automatenstähle | < 850 N/mm² | L + E | 235 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 |
| 850–1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 260 | 0,013 | 0,015 | 0,020 | 0,025 | 0,030 |
| 700–850 N/mm² | L + E | 235 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | |
| 850–1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 220 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| 1000–1200 N/mm² | L + E | 190 | 0,011 | 0,010 | 0,130 | 0,016 | 0,020 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 300 | 0,013 | 0,015 | 0,020 | 0,025 | 0,030 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| 1000–1200 N/mm² | L + E | 190 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| 1000–1200 N/mm² | L + E | 190 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 240 | 0,013 | 0,012 | 0,015 | 0,020 | 0,025 |
| 850–1100 N/mm² | L + E | 230 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 130 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| Federstähle | < 1200 N/mm² | L + E | 130 | 0,009 | 0,010 | 0,013 | 0,016 | 0,020 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 160 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 140 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| < 850 N/mm² | E | 130 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 115 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| Sonderlegierungen | < 1200 N/mm² | E | 90 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| Gusseisen | < 180 HB | - | 205 | 0,012 | 0,015 | 0,020 | 0,030 | 0,040 |
| < 180 HB | - | 130 | 0,012 | 0,015 | 0,018 | 0,028 | 0,035 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 160 | 0,012 | 0,015 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 130 | 0,012 | 0,015 | 0,018 | 0,028 | 0,035 | |
| Legende | ||
| L = Luft | ae = 0,5xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,0xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 2 - Ø 6 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 | Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||
| Stähle | ||||||||
| Allgemeine Baustähle | < 500 N/mm² | E | 159 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 500–850 N/mm² | E | 128 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Automatenstähle | < 800 N/mm² | E | 128 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| Unlegierte Vergütungsstähle | 850–1000 N/mm² | E | 111 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Legierte Vergütungsstähle | 850–1000 N/mm² | E | 105 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Nitrierstähle | < 1000 N/mm² | E | 121 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 800–1200 N/mm² | E | 84 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Werkzeugstähle | < 1300 N/mm² | E | 101 | 0,012 | 0,018 | 0,018 | 0,023 | 0,027 |
| Werkzeugstähle für Warmarbeit | < 1300 N/mm² | E | 71 | 0,012 | 0,018 | 0,018 | 0,023 | 0,027 |
| Federstähle | <900–1500 N/mm² | E | 67 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Edelstähle | ||||||||
| Rostfreie Stähle, austenitisch | < 1100 N/mm² | E | 54 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Rostfreie Stähle, ferritisch | < 1100 N/mm² | E | 94 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Rostfreie Stähle, ferritisch-austenitisch | < 1100 N/mm² | E | 40 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Rostfreie Stähle, geschwefelt | < 1100 N/mm² | E | 81 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 42 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Güsse | ||||||||
| Gusseisen mit Kugelgraphit | < 260 HB | L + E | 71 | 0,011 | 0,016 | 0,021 | 0,027 | 0,036 |
| Gusseisen mit Lamellengraphit | < 180 HB | L + E | 108 | 0,011 | 0,016 | 0,021 | 0,027 | 0,036 |
| NE-Metalle | ||||||||
| Kupfer-Legierungen (kurzspanend) | < 600 N/mm² | E | 128 | |||||
| Kupferlegierungen (langspannend) | < 600 N/mm² | E | 101 | |||||
| Kupfer-Sonderlegierungen | < 200 HB | E | 80 | |||||
| Kupfer-Sonderlegierungen | 200 HB - 300 HB | E | 57 | |||||
| Messing, kurzspanend | < 600 N/mm² | E | 125 | |||||
| Aluminium-Legierungen (< 0,5% Si) | < 400 N/mm² | E | 256 | |||||
| Aluminium-Legierungen (0,5% – 10% Si) | < 400 N/mm² | E | 196 | |||||
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 8 - Ø 20 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 500–850 N/mm² | L + E | 190 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| Automatenstähle | < 850 N/mm² | L + E | 190 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 |
| 850–1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 185 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 700–850 N/mm² | L + E | 185 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| 850–1000 N/mm² | L + E | 185 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,060 | 0,080 | 0,100 |
| 1000–1200 N/mm² | L + E | 155 | 0,040 | 0,050 | 0,055 | 0,060 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,080 | 0,950 | 0,115 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000–1200 N/mm² | L + E | 155 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000–1200 N/mm² | L + E | 155 | 0,035 | 0,045 | 0,050 | 0,060 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 190 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 850–1100 N/mm² | L + E | 180 | 0,035 | 0,050 | 0,060 | 0,070 | 0,090 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 0,030 | 0,040 | 0,045 | 0,050 | 0,070 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 130 | 0,040 | 0,055 | 0,065 | 0,080 | 0,090 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 120 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| < 850 N/mm² | E | 105 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 90 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| Sonderlegierungen | < 1200 N/mm² | E | 70 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 70 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Gusseisen | < 180 HB | - | 160 | 0,050 | 0,075 | 0,090 | 0,110 | 0,130 |
| < 180 HB | - | 130 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 130 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 |
| > 260 HB | E | 105 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 2 - Ø 6 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 | Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 235 | 0,013 | 0,020 | 0,025 | 0,035 | 0,040 |
| 500–850 N/mm² | L + E | 190 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Automatenstähle | < 850 N/mm² | L + E | 190 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 |
| 850–1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 185 | 0,013 | 0,020 | 0,026 | 0,035 | 0,040 |
| 700–850 N/mm² | L + E | 185 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| 850–1000 N/mm² | L + E | 185 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000–1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 235 | 0,013 | 0,020 | 0,026 | 0,035 | 0,040 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000–1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000–1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 190 | 0,013 | 0,020 | 0,020 | 0,025 | 0,030 |
| 850–1100 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,018 | 0,022 | 0,025 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 130 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 120 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| < 850 N/mm² | E | 105 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 90 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Sonderlegierungen | < 1200 N/mm² | E | 70 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 70 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Gusseisen | < 180 HB | - | 160 | 0,012 | 0,018 | 0,023 | 0,030 | 0,040 |
| < 180 HB | - | 130 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 130 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 105 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Legende | ||
| L = Luft | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 8 - Ø 20 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 500–850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| Automatenstähle | < 850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 |
| 850–1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 165 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 700–850 N/mm² | L + E | 165 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| 850–1000 N/mm² | L + E | 165 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,054 | 0,072 | 0,090 |
| 1000–1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,050 | 0,054 | 0,072 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,855 | 0,104 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000–1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000–1200 N/mm² | L + E | 140 | 0,032 | 0,041 | 0,045 | 0,054 | 0,072 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 170 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 850–1100 N/mm² | L + E | 160 | 0,032 | 0,045 | 0,054 | 0,063 | 0,081 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Federstähle | < 1200 N/mm² | L + E | 95 | 0,027 | 0,036 | 0,041 | 0,045 | 0,630 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 115 | 0,036 | 0,050 | 0,059 | 0,072 | 0,081 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| < 850 N/mm² | E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 80 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| Sonderlegierungen | < 1200 N/mm² | E | 65 | 0,032 | 0,041 | 0,045 | 0,059 | 0,072 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 65 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Gusseisen | < 180 HB | - | 145 | 0,045 | 0,068 | 0,081 | 0,099 | 0,117 |
| < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 |
| > 260 HB | E | 95 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
Zuletzt angesehen

Entriegelungswerkzeug für Kontakte mit zwei symmetrisch angeordneten Rastzungen

Arbeitsmantel Planam MG 290

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8U, feuerverzinkt (TZN)

Bohrschraube Sechskantkopf mit langer Bohrspitze und Dichtscheibe piasta®

Sechskantmutter mit Klemmteil (Ganzmetall) ISO 7042, Stahl 10, verzinkt blau passiviert (A2K)

VARIFIX® Hammerkopfbefestiger Standardfix mit Mutter und Scheibe vormontiert, verzinkt

Trennsteg hoch für System-Lagerbox W-SLB

Flachrundschraube mit Vierkantansatz DIN 603, Stahl FK8.8, Zink-Lamelle silber (ZFSHL)

Sechskantschraube mit Schaft ISO 4014, Stahl 10.9, Zink-Lamelle silber (ZFSHL)

Kegelsenker Sortiment Ruko 5-teiliger Kegelsenker-Satz DIN 335 Form C 90° HSCo blank