





Schaftfräser VHM Speedcut, Ultra hard steel 68 HRC, Eckenradius lang, freigestellt
Fräser SC Ultra HRC WN 2,5xD/1,5xD TiAlN-S ER HA
SHFTFRS-SP-DIN6527L-HS-VHM-HA-D5X0,5





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6647 |
Zu bearbeitender Werkstoff | Guss, Harter und zäher Werkstoff |
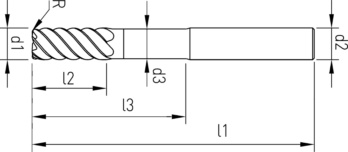
Durchmesser (d1) | 5 mm |
Schaftdurchmesser (d2) | 6 mm |
Freistellungsdurchmesser (d3) | 4.9 mm |
Normen | WN |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | H |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 50° |
Eckenradius (R) | 0.5 mm |
Länge (l1) | 57 mm |
Schneidenlänge (l2) | 8 mm |
Freistellungslänge (l3) | 12 mm |
Anzahl Schneiden (Z) | 6 STK |
Toleranz Schneidendurchmesser | e8 |
Toleranz Schaftdurchmesser | h5 |
Werkstoffuntergruppe | Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Stähle > 45 HRC |
| Schnittwerte Schlichten-Kontur | ||||||||||
| Für Ø 4 - Ø 16 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 4 | Ø 5 | Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 16 | ||||
| Werkzeugstähle | 1100-1400 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,040 |
| Gehärtete Stähle | 40-48 HRC | T | 150 | 0,010 | 0,015 | 0,020 | 0,030 | 0,035 | 0,040 | 0,050 |
| 48-55 HRC | T | 135 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,045 | |
| 55-60 HRC | T | 120 | 0,008 | 0,012 | 0,015 | 0,025 | 0,030 | 0,035 | 0,045 | |
| 60-68 HRC | T | 80 | 0,008 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | |
| Verschleißfester Konstruktionsstahl | 1350 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 | 0,035 | 0,040 |
| 1800 N/mm2 | T | 145 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 | 0,035 | 0,040 | |
| Gusseisen | < 180 HB | T | 200 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 |
| > 180 HB | T | 160 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Kugelgraphit, Temperguss | > 180 HB | T | 190 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 |
| > 260 HB | T | 170 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Legende | ||
| T = Trocken | ae = 0,02xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
Zuletzt angesehen

Schneideisenhalter DIN EN 22568 Performance

Gewindebohrer Hand Vorschneider Ruko Handgewindebohrer HSS DIN 5157 zylindrisches Rohrgewinde Vorschneider

Sicherheitsschrank Refillomat T90

Befestigungssockel anschraubbar

Fliesen-Nivelliersystem Set 201-teilig

Hammerbohrer Max Quadro-L Vario

Sicherheitsschraube Halbrundkopf mit Innensechsrund und Pin ISO 7380-1 ähnlich, Edelstahl A2-070, blank

Sechskantschraube mit Gewinde bis Kopf für den Druckbehälterbau DIN 933, Edelstahl A4 blank

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 10.9, verzinkt blau passiviert (A2K)

Sechskantschraube mit Gewinde bis Kopf