





Schaftfräser VHM Speedcut, Ultra hard steel 68 HRC, Eckenradius lang, freigestellt
Fräser SC Ultra HRC WN 2,5xD/1,5xD TiAlN-S ER HA
SHFTFRS-SP-DIN6527L-HS-VHM-HA-D8X0,5
Art.-Nr. 5443300899
EAN 4055375894293





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6647 |
Zu bearbeitender Werkstoff | Guss, Harter und zäher Werkstoff |
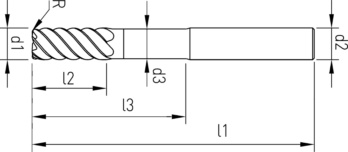
Durchmesser (d1) | 8 mm |
Schaftdurchmesser (d2) | 8 mm |
Freistellungsdurchmesser (d3) | 7,8 mm |
Normen | WN |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | H |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 50° |
Eckenradius (R) | 0,5 mm |
Länge (l1) | 63 mm |
Schneidenlänge (l2) | 13 mm |
Freistellungslänge (l3) | 21 mm |
Anzahl Schneiden (Z) | 6 STK |
Toleranz Schneidendurchmesser | e8 |
Toleranz Schaftdurchmesser | h5 |
Werkstoffuntergruppe | Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Stähle > 45 HRC |
| Schnittwerte Schlichten-Kontur | ||||||||||
| Für Ø 4 - Ø 16 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 4 | Ø 5 | Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 16 | ||||
| Werkzeugstähle | 1100-1400 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,040 |
| Gehärtete Stähle | 40-48 HRC | T | 150 | 0,010 | 0,015 | 0,020 | 0,030 | 0,035 | 0,040 | 0,050 |
| 48-55 HRC | T | 135 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,045 | |
| 55-60 HRC | T | 120 | 0,008 | 0,012 | 0,015 | 0,025 | 0,030 | 0,035 | 0,045 | |
| 60-68 HRC | T | 80 | 0,008 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | |
| Verschleißfester Konstruktionsstahl | 1350 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 | 0,035 | 0,040 |
| 1800 N/mm2 | T | 145 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 | 0,035 | 0,040 | |
| Gusseisen | < 180 HB | T | 200 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 |
| > 180 HB | T | 160 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Kugelgraphit, Temperguss | > 180 HB | T | 190 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 |
| > 260 HB | T | 170 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Legende | ||
| T = Trocken | ae = 0,02xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
Zuletzt angesehen

SNAP Markierer

Arbeitsjacke Planam DuraWork Softshelljacke

Kunststoff-Fugendüse für das Absaugen in beengten Stellen mit den Industrie-Nass- und Trockensaugern

Selbstschneidender Gewindeeinsatz mit Schneidschlitz

Zylinderschraube mit Schlitz DIN 84, Stahl 4.8, verzinkt Dickschicht passiviert (VZD)

Flachrundniete DIN 674

Gewindestück DIN 976 Stahl 4.8 blank Form A

Gewindefitting

Verbindungstechnik

Abstandsbolzen Polyamid sechskant I/A