





Schaftfräser VHM Speedcut, Ultra hard steel 68 HRC, lang DIN 6527L
Fräser SC UltraHRC DIN6527L 2xD/2xD 50° TiAlN-S HA
FRS-VHM-SP-DIN6527L-HS-TNS-HA-D5,0MM
Art.-Nr. 5443300862
EAN 4055375919569




















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7277 |
Zu bearbeitender Werkstoff | Guss, Harter und zäher Werkstoff |
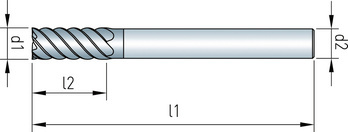
Durchmesser (d1) | 5 mm |
Schaftdurchmesser (d2) | 6 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | H |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 50° |
Länge (l1) | 57 mm |
Schneidenlänge (l2) | 13 mm |
Anzahl Schneiden (Z) | 6 STK |
Eckenfase | 0,05 mm |
Toleranz Schneidendurchmesser | e8 |
Toleranz Schaftdurchmesser | h5 |
Werkstoffuntergruppe | Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Stähle > 45 HRC |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 4 - 10 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 4 | Ø 5 | Ø 6 | Ø 8 | Ø 10 | ||||
| Werkzeugstähle | 1100-1400 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 |
| Gehärtete Stähle | 40-48 HRC | T | 150 | 0,010 | 0,015 | 0,020 | 0,030 | 0,035 |
| 48-55 HRC | T | 135 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | |
| 55-60 HRC | T | 120 | 0,008 | 0,012 | 0,015 | 0,025 | 0,030 | |
| 60-68 HRC | T | 80 | 0,008 | 0,012 | 0,015 | 0,020 | 0,025 | |
| Verschleißfester Konstruktionsstahl | 1350 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 |
| 1800 N/mm2 | T | 145 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 | |
| Gusseisen | < 180 HB | T | 200 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 |
| > 180 HB | T | 160 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | |
| Kugelgraphit, Temperguss | > 180 HB | T | 190 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 |
| > 260 HB | T | 170 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | |
| Legende | ||
| T= Trocken | ae = 0,02xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 12 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 12 | Ø 14 | Ø 16 | Ø 20 | ||||
| Werkzeugstähle | 1100-1400 N/mm2 | T | 170 | 0,035 | 0,035 | 0,040 | 0,045 |
| Gehärtete Stähle | 40-48 HRC | T | 150 | 0,040 | 0,045 | 0,050 | 0,060 |
| 48-55 HRC | T | 135 | 0,035 | 0,040 | 0,045 | 0,055 | |
| 55-60 HRC | T | 120 | 0,035 | 0,040 | 0,045 | 0,050 | |
| 60-68 HRC | T | 80 | 0,030 | 0,030 | 0,035 | 0,040 | |
| Verschleißfester Konstruktionsstahl | 1350 N/mm2 | T | 170 | 0,035 | 0,035 | 0,040 | 0,045 |
| 1800 N/mm2 | T | 145 | 0,035 | 0,035 | 0,040 | 0,040 | |
| Gusseisen | < 180 HB | T | 200 | 0,065 | 0,070 | 0,080 | 0,100 |
| > 180 HB | T | 160 | 0,060 | 0,065 | 0,070 | 0,090 | |
| Kugelgraphit, Temperguss | > 180 HB | T | 190 | 0,065 | 0,070 | 0,080 | 0,100 |
| > 260 HB | T | 170 | 0,060 | 0,065 | 0,070 | 0,090 | |
Zuletzt angesehen

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, ≤ M24 Edelstahl A2-70, ≥ M24 Edelstahl A2-50

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 8.8U, feuerverzinkt (TZN)

Passfeder Hohe Form DIN 6885, Stahl blank, Form AB

Überwurfmutter für Kälte- und Klimaanwendungen

Sechskantschraube mit Schaft ISO 4014, Stahl 12.9, blank

Senkschraube mit Innensechskant ISO 10642, Edelstahl A2-070, blank

Pumpsprühflasche Säurebeständig

Sechskantmutter mit Flansch DIN 6923, Stahl 10, verzinkt blau passiviert (A2K)

Zylinderstift mit Innengewinde DIN 7979, Stahl blank, gehärtet, Toleranzklasse m6

Sechskantschraube mit Gewinde bis Kopf DIN 933, Edelstahl A2, blank