





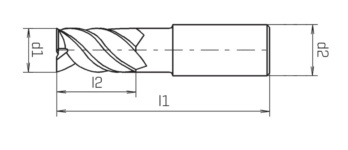
Schaftfräser VHM Speedcut-Universal, lang, Vierschneider, ungleiche Drallsteigung DIN 6527L, HA-Schaft
Fräser SC DIN6527L Z3-4 2xD 35-38° TiAlN-S HA
SHFTFRS-SP-DIN6527L-UV-VHM-TNS-HA-D5
Art.-Nr. 5443300524
EAN 4055375918784



























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7217 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Harter und zäher Werkstoff, Kupfer, Messing, Aluminium |
Durchmesser (d1) | 5 mm |
Schaftdurchmesser (d2) | 6 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 35-38° |
Länge (l1) | 57 mm |
Schneidenlänge (l2) | 13 mm |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0,25 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Stähle > 45 HRC, Kupfer, Messing, Aluminium |
| Legende | ||
| L = Luft | ae = 0,1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 8 - Ø 20 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 300 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| 500–850 N/mm² | L + E | 235 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 | |
| Automatenstähle | < 850 N/mm² | L + E | 235 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| 850–1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 260 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 |
| 700–850 N/mm² | L + E | 235 | 0,040 | 0,045 | 0,060 | 0,075 | 0,090 | |
| 850–1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 220 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000–1200 N/mm² | L + E | 190 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 300 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000–1200 N/mm² | L + E | 190 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000–1200 N/mm² | L + E | 190 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 240 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 850–1100 N/mm² | L + E | 230 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 130 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Federstähle | < 1200 N/mm² | L + E | 130 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 160 | 0,035 | 0,045 | 0,055 | 0,065 | 0,080 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 140 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| < 850 N/mm² | E | 130 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 115 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Sonderlegierungen | < 1200 N/mm² | E | 90 | 0,030 | 0,040 | 0,045 | 0,055 | 0,065 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Gusseisen | < 180 HB | - | 205 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| < 180 HB | - | 130 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 160 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| > 260 HB | E | 130 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 2 - Ø 6 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 | Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 300 | 0,013 | 0,015 | 0,020 | 0,025 | 0,030 |
| 500–850 N/mm² | L + E | 235 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Automatenstähle | < 850 N/mm² | L + E | 235 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 |
| 850–1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 260 | 0,013 | 0,015 | 0,020 | 0,025 | 0,030 |
| 700–850 N/mm² | L + E | 235 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | |
| 850–1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 220 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| 1000–1200 N/mm² | L + E | 190 | 0,011 | 0,010 | 0,130 | 0,016 | 0,020 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 300 | 0,013 | 0,015 | 0,020 | 0,025 | 0,030 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| 1000–1200 N/mm² | L + E | 190 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| 1000–1200 N/mm² | L + E | 190 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 240 | 0,013 | 0,012 | 0,015 | 0,020 | 0,025 |
| 850–1100 N/mm² | L + E | 230 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 130 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| Federstähle | < 1200 N/mm² | L + E | 130 | 0,009 | 0,010 | 0,013 | 0,016 | 0,020 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 160 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 140 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| < 850 N/mm² | E | 130 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 115 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| Sonderlegierungen | < 1200 N/mm² | E | 90 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| Gusseisen | < 180 HB | - | 205 | 0,012 | 0,015 | 0,020 | 0,030 | 0,040 |
| < 180 HB | - | 130 | 0,012 | 0,015 | 0,018 | 0,028 | 0,035 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 160 | 0,012 | 0,015 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 130 | 0,012 | 0,015 | 0,018 | 0,028 | 0,035 | |
| Legende | ||
| L = Luft | ae = 0,5xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,0xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 2 - Ø 6 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 | Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 210 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 500–850 N/mm² | L + E | 170 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Automatenstähle | < 850 N/mm² | L + E | 170 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| 850–1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 165 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 700–850 N/mm² | L + E | 165 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| 850–1000 N/mm² | L + E | 165 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000–1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 210 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000–1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000–1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 170 | 0,012 | 0,018 | 0,018 | 0,023 | 0,027 |
| 850–1100 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,016 | 0,020 | 0,023 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 95 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Federstähle | < 1200 N/mm² | L + E | 95 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 115 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| < 850 N/mm² | E | 95 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 80 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Sonderlegierungen | < 1200 N/mm² | E | 65 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 65 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Gusseisen | < 180 HB | - | 145 | 0,011 | 0,016 | 0,021 | 0,027 | 0,036 |
| < 180 HB | - | 115 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 115 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| > 260 HB | E | 95 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 8 - Ø 20 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 500–850 N/mm² | L + E | 190 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| Automatenstähle | < 850 N/mm² | L + E | 190 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 |
| 850–1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 185 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 700–850 N/mm² | L + E | 185 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| 850–1000 N/mm² | L + E | 185 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,060 | 0,080 | 0,100 |
| 1000–1200 N/mm² | L + E | 155 | 0,040 | 0,050 | 0,055 | 0,060 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,080 | 0,950 | 0,115 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000–1200 N/mm² | L + E | 155 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000–1200 N/mm² | L + E | 155 | 0,035 | 0,045 | 0,050 | 0,060 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 190 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 850–1100 N/mm² | L + E | 180 | 0,035 | 0,050 | 0,060 | 0,070 | 0,090 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 0,030 | 0,040 | 0,045 | 0,050 | 0,070 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 130 | 0,040 | 0,055 | 0,065 | 0,080 | 0,090 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 120 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| < 850 N/mm² | E | 105 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 90 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| Sonderlegierungen | < 1200 N/mm² | E | 70 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 70 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Gusseisen | < 180 HB | - | 160 | 0,050 | 0,075 | 0,090 | 0,110 | 0,130 |
| < 180 HB | - | 130 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 130 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 |
| > 260 HB | E | 105 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 2 - Ø 6 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 | Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 235 | 0,013 | 0,020 | 0,025 | 0,035 | 0,040 |
| 500–850 N/mm² | L + E | 190 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Automatenstähle | < 850 N/mm² | L + E | 190 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 |
| 850–1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 185 | 0,013 | 0,020 | 0,026 | 0,035 | 0,040 |
| 700–850 N/mm² | L + E | 185 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| 850–1000 N/mm² | L + E | 185 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000–1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 235 | 0,013 | 0,020 | 0,026 | 0,035 | 0,040 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000–1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000–1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 190 | 0,013 | 0,020 | 0,020 | 0,025 | 0,030 |
| 850–1100 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,018 | 0,022 | 0,025 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 130 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 120 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| < 850 N/mm² | E | 105 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 90 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Sonderlegierungen | < 1200 N/mm² | E | 70 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 70 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Gusseisen | < 180 HB | - | 160 | 0,012 | 0,018 | 0,023 | 0,030 | 0,040 |
| < 180 HB | - | 130 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 130 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 105 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Legende | ||
| L = Luft | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 8 - Ø 20 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 500–850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| Automatenstähle | < 850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 |
| 850–1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 165 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 700–850 N/mm² | L + E | 165 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| 850–1000 N/mm² | L + E | 165 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,054 | 0,072 | 0,090 |
| 1000–1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,050 | 0,054 | 0,072 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,855 | 0,104 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000–1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000–1200 N/mm² | L + E | 140 | 0,032 | 0,041 | 0,045 | 0,054 | 0,072 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 170 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 850–1100 N/mm² | L + E | 160 | 0,032 | 0,045 | 0,054 | 0,063 | 0,081 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Federstähle | < 1200 N/mm² | L + E | 95 | 0,027 | 0,036 | 0,041 | 0,045 | 0,630 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 115 | 0,036 | 0,050 | 0,059 | 0,072 | 0,081 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| < 850 N/mm² | E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 80 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| Sonderlegierungen | < 1200 N/mm² | E | 65 | 0,032 | 0,041 | 0,045 | 0,059 | 0,072 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 65 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Gusseisen | < 180 HB | - | 145 | 0,045 | 0,068 | 0,081 | 0,099 | 0,117 |
| < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 |
| > 260 HB | E | 95 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
Zuletzt angesehen

Sockelhöhenversteller Typ C zum Einpressen

ET-SICHERUNGSRING

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, ≤ M24 Edelstahl A2-70, ≥ M24 Edelstahl A2-50

Augenschraube mit Vollgewinde DIN 444, Stahl 8.8, verzinkt blau passiviert (A2K), Form LB

Warnschutz Arbeitslatzhose Kübler Protectiq High Vis 3393 8345

Sicherheitssandale S1 Steitz CARLA

Zylinderstift gehärtet ISO 8734 Stahl blank, Typ A durchgehärtet, Toleranzklasse m6

Arbeitsjacke Planam Outdoor Redwood Jacke

Innenlagerwerkzeug 12-Kerben
Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Edelstahl A4-80, blank