





Schaftfräser VHM Speedcut-Universal, lang, freigestellt, Dreischneider, ungleiche Drallsteigung DIN 6527L
Fräser SC DIN 6527L Z3 2xD 34-36° TiAlN-S HA
FRS-VHM-SP-DIN6527L-UV-TNS-HA-D4,0MM
Art.-Nr. 5443300472
EAN 4055375920411





























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7377 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Harter und zäher Werkstoff, Kupfer, Messing, Aluminium |
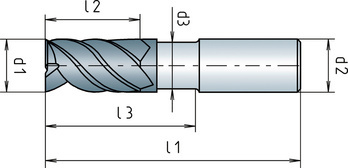
Durchmesser (d1) | 4 mm |
Schaftdurchmesser (d2) | 6 mm |
Freistellungsdurchmesser (d3) | 3,6 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 34-36° |
Länge (l1) | 57 mm |
Schneidenlänge (l2) | 8 mm |
Freistellungslänge (l3) | 16 mm |
Anzahl Schneiden (Z) | 3 STK |
Eckenfase | 0,10 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Stähle > 45 HRC, Kupfer, Messing, Aluminium |
| Schnittwerte für Schruppen-Nut | |||||||||
| Für Ø 3 - Ø 10 | |||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | Ø 10 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 230 | 0,025 | 0,032 | 0,040 | 0,045 | 0,055 | 0,065 |
| 500-850 N/mm² | L + E | 220 | 0,020 | 0,025 | 0,032 | 0,040 | 0,050 | 0,060 | |
| Automatenstähle | < 850 N/mm² | L + E | 220 | 0,020 | 0,025 | 0,032 | 0,040 | 0,050 | 0,060 |
| 850-1000 N/mm² | L + E | 190 | 0,020 | 0,025 | 0,032 | 0,040 | 0,050 | 0,060 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 210 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 |
| 700-850 N/mm² | L + E | 200 | 0,020 | 0,025 | 0,032 | 0,040 | 0,050 | 0,060 | |
| 850-1000 N/mm² | L + E | 180 | 0,020 | 0,025 | 0,032 | 0,040 | 0,050 | 0,060 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 180 | 0,020 | 0,025 | 0,032 | 0,040 | 0,050 | 0,060 |
| 1000-1200 N/mm² | L + E | 160 | 0,015 | 0,020 | 0,030 | 0,035 | 0,045 | 0,055 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 220 | 0,020 | 0,025 | 0,028 | 0,040 | 0,050 | 0,060 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 180 | 0,020 | 0,025 | 0,032 | 0,040 | 0,050 | 0,060 |
| 1000-1200 N/mm² | L + E | 160 | 0,015 | 0,020 | 0,028 | 0,035 | 0,045 | 0,055 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 180 | 0,020 | 0,025 | 0,032 | 0,040 | 0,050 | 0,060 |
| 1000-1200 N/mm² | L + E | 160 | 0,015 | 0,020 | 0,028 | 0,035 | 0,045 | 0,055 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 200 | 0,020 | 0,025 | 0,032 | 0,040 | 0,050 | 0,060 |
| 850-1100 N/mm² | L + E | 180 | 0,015 | 0,020 | 0,028 | 0,035 | 0,045 | 0,055 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 90 | 0,015 | 0,025 | 0,030 | 0,040 | 0,045 | 0,050 |
| Federstähle | < 1200 N/mm² | L + E | 90 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,040 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 130 | 0,012 | 0,018 | 0,023 | 0,030 | 0,035 | 0,040 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,012 | 0,018 | 0,023 | 0,030 | 0,035 | 0,040 |
| < 850 N/mm² | E | 120 | 0,012 | 0,018 | 0,023 | 0,030 | 0,035 | 0,040 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 90 | 0,012 | 0,018 | 0,023 | 0,030 | 0,035 | 0,040 |
| Sonderlegierungen | < 1200 N/mm² | E | 60 | 0,010 | 0,018 | 0,023 | 0,030 | 0,035 | 0,040 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 70 | 0,025 | 0,035 | 0,040 | 0,050 | 0,060 | 0,065 |
| Gusseisen | < 180 HB | - | 190 | 0,015 | 0,020 | 0,035 | 0,045 | 0,055 | 0,060 |
| < 180 HB | - | 160 | 0,012 | 0,025 | 0,035 | 0,045 | 0,055 | 0,060 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 120 | 0,020 | 0,030 | 0,035 | 0,045 | 0,055 | 0,060 |
| > 260 HB | E | 100 | 0,020 | 0,030 | 0,035 | 0,045 | 0,055 | 0,060 | |
| Legende | ||
| L = Luft | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Kennzeichnungsringe PVC

Sicherheitshalbschuh S3 Uvex1 Sport Hygiene 6582

Arbeitshose Kübler Activiq Sommerhose 2150 5365

Warnschutz Arbeitslatzhose Kübler Protectiq High Vis 3394 8420

Gewindedorn

Arbeitspoloshirt Pöhler Synflex 810

Dübelschraube DIN 7997 Senkkopf mit Kreuzschlitz

SNAP Markierer

Schweißerschutzdecke Weldas Schweißervorhang LAVAshield® 55-6166 Strip

Gewindestange mit Prüfbescheiningung DIN 976-1, Stahl 10.9U, feuerverzinkt