





Schaftfräser VHM Speedcut-Universal, lang, freigestellt, Vierschneider, ungleiche Drallsteigung DIN 6527L, HA-Schaft
Fräser SC DIN6527L Z4 3xD/2xD 35-38° TiAlN-S HA
SHFTFRS-SP-DIN6527L-UV-VHM-TNS-HA-D6
Art.-Nr. 5443300564
EAN 4055375919903




























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7317 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Harter und zäher Werkstoff, Kupfer, Messing, Aluminium |
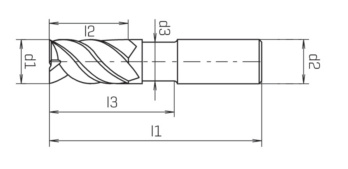
Durchmesser (d1) | 6 mm |
Schaftdurchmesser (d2) | 6 mm |
Freistellungsdurchmesser (d3) | 5,5 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 35-38° |
Länge (l1) | 57 mm |
Schneidenlänge (l2) | 13 mm |
Freistellungslänge (l3) | 21 mm |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0,25 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Stähle > 45 HRC, Kupfer, Messing, Aluminium |
| Legende | ||
| L = Luft | ae = 0,1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 10 - Ø 25 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | Ø 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 300 | 0,050 | 0,065 | 0,080 | 0,100 | 0,115 |
| 500–850 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,075 | 0,090 | 0,105 | |
| Automatenstähle | < 850 N/mm² | L + E | 235 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 |
| 850–1000 N/mm² | L + E | 230 | 0,045 | 0,050 | 0,065 | 0,080 | 0,950 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 260 | 0,050 | 0,065 | 0,075 | 0,090 | 0,105 |
| 700–850 N/mm² | L + E | 235 | 0,045 | 0,060 | 0,075 | 0,090 | 0,105 | |
| 850–1000 N/mm² | L + E | 230 | 0,045 | 0,050 | 0,065 | 0,080 | 0,950 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 220 | 0,045 | 0,050 | 0,065 | 0,080 | 0,950 |
| 1000–1200 N/mm² | L + E | 190 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 300 | 0,050 | 0,065 | 0,080 | 0,100 | 0,115 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 230 | 0,045 | 0,050 | 0,065 | 0,080 | 0,950 |
| 1000–1200 N/mm² | L + E | 190 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 230 | 0,045 | 0,050 | 0,065 | 0,080 | 0,950 |
| 1000–1200 N/mm² | L + E | 190 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 240 | 0,045 | 0,050 | 0,065 | 0,080 | 0,950 |
| 850–1100 N/mm² | L + E | 230 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 130 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| Federstähle | < 1200 N/mm² | L + E | 130 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 160 | 0,045 | 0,055 | 0,065 | 0,080 | 0,950 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 140 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| < 850 N/mm² | E | 130 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 115 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| Sonderlegierungen | < 1200 N/mm² | E | 90 | 0,040 | 0,045 | 0,055 | 0,065 | 0,080 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| Gusseisen | < 180 HB | - | 205 | 0,065 | 0,080 | 0,095 | 0,115 | 0,125 |
| < 180 HB | - | 130 | 0,060 | 0,075 | 0,090 | 0,110 | 0,120 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 160 | 0,065 | 0,080 | 0,095 | 0,115 | 0,125 |
| > 260 HB | E | 130 | 0,060 | 0,075 | 0,090 | 0,110 | 0,120 | |
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 300 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| 500–850 N/mm² | L + E | 235 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| Automatenstähle | < 850 N/mm² | L + E | 235 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| 850–1000 N/mm² | L + E | 230 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 260 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| 700–850 N/mm² | L + E | 235 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| 850–1000 N/mm² | L + E | 230 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 220 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 |
| 1000–1200 N/mm² | L + E | 190 | 0,010 | 0,130 | 0,016 | 0,020 | 0,030 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 300 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 230 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 |
| 1000–1200 N/mm² | L + E | 190 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 230 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 |
| 1000–1200 N/mm² | L + E | 190 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 240 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 |
| 850–1100 N/mm² | L + E | 230 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 130 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 |
| Federstähle | < 1200 N/mm² | L + E | 130 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 160 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 140 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 |
| < 850 N/mm² | E | 130 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 115 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 |
| Sonderlegierungen | < 1200 N/mm² | E | 90 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 |
| Gusseisen | < 180 HB | - | 205 | 0,015 | 0,020 | 0,030 | 0,040 | 0,050 |
| < 180 HB | - | 130 | 0,015 | 0,018 | 0,028 | 0,035 | 0,045 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 160 | 0,015 | 0,020 | 0,030 | 0,040 | 0,050 |
| > 260 HB | E | 130 | 0,015 | 0,018 | 0,028 | 0,035 | 0,045 | |
| Legende | ||
| L = Luft | ae = 0,5xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,0xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 210 | 0,018 | 0,023 | 0,032 | 0,036 | 0,045 |
| 500–850 N/mm² | L + E | 170 | 0,016 | 0,023 | 0,027 | 0,032 | 0,045 | |
| Automatenstähle | < 850 N/mm² | L + E | 170 | 0,016 | 0,023 | 0,027 | 0,032 | 0,045 |
| 850–1000 N/mm² | L + E | 160 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 165 | 0,018 | 0,023 | 0,032 | 0,036 | 0,045 |
| 700–850 N/mm² | L + E | 165 | 0,016 | 0,023 | 0,027 | 0,032 | 0,045 | |
| 850–1000 N/mm² | L + E | 165 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 160 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| 1000–1200 N/mm² | L + E | 140 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 210 | 0,018 | 0,023 | 0,032 | 0,036 | 0,045 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 160 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| 1000–1200 N/mm² | L + E | 140 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 160 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| 1000–1200 N/mm² | L + E | 140 | 0,014 | 0,018 | 0,023 | 0,027 | 0,032 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 170 | 0,018 | 0,018 | 0,023 | 0,027 | 0,036 |
| 850–1100 N/mm² | L + E | 160 | 0,014 | 0,016 | 0,020 | 0,023 | 0,032 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 95 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| Federstähle | < 1200 N/mm² | L + E | 95 | 0,011 | 0,014 | 0,018 | 0,023 | 0,027 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 115 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| < 850 N/mm² | E | 95 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 80 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| Sonderlegierungen | < 1200 N/mm² | E | 65 | 0,011 | 0,014 | 0,018 | 0,023 | 0,032 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 65 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| Gusseisen | < 180 HB | - | 145 | 0,016 | 0,021 | 0,027 | 0,036 | 0,045 |
| < 180 HB | - | 115 | 0,016 | 0,023 | 0,027 | 0,032 | 0,036 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 115 | 0,016 | 0,023 | 0,027 | 0,032 | 0,036 |
| > 260 HB | E | 95 | 0,016 | 0,023 | 0,027 | 0,032 | 0,036 | |
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 10 - Ø 25 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | Ø 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 235 | 0,065 | 0,080 | 0,095 | 0,115 | 0,130 |
| 500–850 N/mm² | L + E | 190 | 0,060 | 0,075 | 0,090 | 0,105 | 0,120 | |
| Automatenstähle | < 850 N/mm² | L + E | 190 | 0,060 | 0,070 | 0,090 | 0,105 | 0,120 |
| 850–1000 N/mm² | L + E | 180 | 0,055 | 0,065 | 0,080 | 0,100 | 0,115 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 185 | 0,065 | 0,080 | 0,095 | 0,115 | 0,130 |
| 700–850 N/mm² | L + E | 185 | 0,060 | 0,075 | 0,090 | 0,105 | 0,120 | |
| 850–1000 N/mm² | L + E | 185 | 0,055 | 0,065 | 0,080 | 0,100 | 0,115 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 180 | 0,055 | 0,060 | 0,080 | 0,100 | 0,115 |
| 1000–1200 N/mm² | L + E | 155 | 0,050 | 0,055 | 0,060 | 0,080 | 0,095 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 235 | 0,065 | 0,080 | 0,950 | 0,115 | 0,130 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 180 | 0,055 | 0,065 | 0,080 | 0,100 | 0,115 |
| 1000–1200 N/mm² | L + E | 155 | 0,050 | 0,060 | 0,070 | 0,080 | 0,105 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 180 | 0,055 | 0,065 | 0,080 | 0,100 | 0,115 |
| 1000–1200 N/mm² | L + E | 155 | 0,045 | 0,050 | 0,060 | 0,080 | 0,095 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 190 | 0,055 | 0,065 | 0,080 | 0,100 | 0,115 |
| 850–1100 N/mm² | L + E | 180 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 0,040 | 0,045 | 0,050 | 0,070 | 0,080 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 130 | 0,055 | 0,065 | 0,080 | 0,090 | 0,105 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 120 | 0,050 | 0,060 | 0,070 | 0,080 | 0,095 |
| < 850 N/mm² | E | 105 | 0,050 | 0,060 | 0,070 | 0,080 | 0,095 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 90 | 0,050 | 0,060 | 0,070 | 0,080 | 0,095 |
| Sonderlegierungen | < 1200 N/mm² | E | 70 | 0,045 | 0,050 | 0,065 | 0,080 | 0,095 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 70 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 |
| Gusseisen | < 180 HB | - | 160 | 0,075 | 0,090 | 0,110 | 0,130 | 0,140 |
| < 180 HB | - | 130 | 0,060 | 0,065 | 0,080 | 0,100 | 0,130 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 130 | 0,060 | 0,065 | 0,080 | 0,100 | 0,130 |
| > 260 HB | E | 105 | 0,060 | 0,065 | 0,080 | 0,100 | 0,125 | |
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 235 | 0,020 | 0,025 | 0,035 | 0,040 | 0,050 |
| 500–850 N/mm² | L + E | 190 | 0,018 | 0,025 | 0,030 | 0,035 | 0,050 | |
| Automatenstähle | < 850 N/mm² | L + E | 190 | 0,018 | 0,025 | 0,030 | 0,035 | 0,050 |
| 850–1000 N/mm² | L + E | 180 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 185 | 0,020 | 0,026 | 0,035 | 0,040 | 0,050 |
| 700–850 N/mm² | L + E | 185 | 0,018 | 0,025 | 0,030 | 0,035 | 0,050 | |
| 850–1000 N/mm² | L + E | 185 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 180 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| 1000–1200 N/mm² | L + E | 155 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 235 | 0,020 | 0,026 | 0,035 | 0,040 | 0,050 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 180 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| 1000–1200 N/mm² | L + E | 155 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 180 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| 1000–1200 N/mm² | L + E | 155 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 190 | 0,020 | 0,020 | 0,025 | 0,030 | 0,040 |
| 850–1100 N/mm² | L + E | 180 | 0,015 | 0,018 | 0,022 | 0,025 | 0,035 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 130 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 120 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| < 850 N/mm² | E | 105 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 90 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| Sonderlegierungen | < 1200 N/mm² | E | 70 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| Gusseisen | < 180 HB | - | 160 | 0,018 | 0,023 | 0,030 | 0,040 | 0,050 |
| < 180 HB | - | 130 | 0,018 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 130 | 0,018 | 0,025 | 0,030 | 0,035 | 0,040 |
| > 260 HB | E | 105 | 0,018 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Legende | ||
| L = Luft | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 10 - Ø 25 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | Ø 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 210 | 0,059 | 0,072 | 0,086 | 0,104 | 0,117 |
| 500–850 N/mm² | L + E | 170 | 0,054 | 0,068 | 0,081 | 0,095 | 0,108 | |
| Automatenstähle | < 850 N/mm² | L + E | 170 | 0,054 | 0,063 | 0,081 | 0,095 | 0,108 |
| 850–1000 N/mm² | L + E | 160 | 0,050 | 0,059 | 0,072 | 0,090 | 0,104 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 165 | 0,059 | 0,072 | 0,086 | 0,104 | 0,117 |
| 700–850 N/mm² | L + E | 165 | 0,054 | 0,068 | 0,081 | 0,095 | 0,108 | |
| 850–1000 N/mm² | L + E | 165 | 0,050 | 0,059 | 0,072 | 0,090 | 0,104 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 160 | 0,050 | 0,054 | 0,072 | 0,090 | 0,104 |
| 1000–1200 N/mm² | L + E | 140 | 0,045 | 0,050 | 0,054 | 0,072 | 0,086 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 210 | 0,059 | 0,072 | 0,855 | 0,104 | 0,117 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 160 | 0,050 | 0,059 | 0,072 | 0,090 | 0,104 |
| 1000–1200 N/mm² | L + E | 140 | 0,045 | 0,054 | 0,063 | 0,072 | 0,095 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 160 | 0,050 | 0,059 | 0,072 | 0,090 | 0,104 |
| 1000–1200 N/mm² | L + E | 140 | 0,041 | 0,045 | 0,054 | 0,072 | 0,086 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 170 | 0,050 | 0,059 | 0,072 | 0,090 | 0,104 |
| 850–1100 N/mm² | L + E | 160 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 95 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 |
| Federstähle | < 1200 N/mm² | L + E | 95 | 0,036 | 0,041 | 0,045 | 0,630 | 0,072 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 115 | 0,050 | 0,059 | 0,072 | 0,081 | 0,095 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,045 | 0,054 | 0,063 | 0,072 | 0,086 |
| < 850 N/mm² | E | 95 | 0,045 | 0,054 | 0,063 | 0,072 | 0,086 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 80 | 0,045 | 0,054 | 0,063 | 0,072 | 0,086 |
| Sonderlegierungen | < 1200 N/mm² | E | 65 | 0,041 | 0,045 | 0,059 | 0,072 | 0,086 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 65 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 |
| Gusseisen | < 180 HB | - | 145 | 0,068 | 0,081 | 0,099 | 0,117 | 0,126 |
| < 180 HB | - | 115 | 0,054 | 0,059 | 0,072 | 0,090 | 0,117 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 115 | 0,054 | 0,059 | 0,072 | 0,090 | 0,117 |
| > 260 HB | E | 95 | 0,054 | 0,059 | 0,072 | 0,090 | 0,113 | |
Zuletzt angesehen

Kegelstift mit Innengewinde ungehärtet DIN 7978 Stahl ungehärtet blank

Sechskantschraube DIN EN 14399-4 Stahl 10.9, feuerverzinkt (TZN) für HV Garnitur

Einstellbare L-Dichtkegel-Verschraubung ISO 8434-1, Stahl Zink-Nickel, Schneidringanschluss mit O-Ring

1/2 Zoll Kraftsteckschlüsseleinsatz Power mit integriertem Verstärkungsring für höhere Lebensdauer

HPC-Vollhartmetallbohrer Speeddrill 4.0-Universal, DIN 6537L, lang 5xD, 4 Führungsfasen, mit Innenkühlung

Sechskantmutter niedrige Form mit Klemmteil (nichtmetallischer Einsatz) DIN 985, Stahl I6I/I8I, verzinkt blau passiviert (A2K)

ASSY® 4 PII CSMP Universalschraube Stahl verzinkt Teilgewinde mit Unterkopfgewinde Senkfrästaschenkopf

Sicherheitsschraube mit Innensechsrund u. Pin ISO 10642 ähnlich aufgrund des TX Antrieb, Edelstahl A2 blank

Verbindungshülse mit Bolzen für Systemverbinder SV 20 E

Linsen-Blechschraube Form F mit Kreuzschlitz H DIN 7981, Stahl, verzinkt blau passiviert (A2K), Linsenkopf PH-Antrieb