





Schaftfräser VHM, lang, freigestellt, Vierschneider, ungleiche Drallsteigung DIN 6527L, HB-Schaft
Fräser VHM-HPC/MTC DIN6527L Z4 HB
SHFTFRS-SP-HPC-DIN6527L-IX-VHM-UL-HB-D16




























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 8447 |
Zu bearbeitender Werkstoff | GFK |
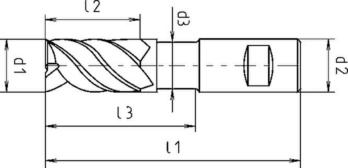
Durchmesser (d1) | 16 mm |
Schaftdurchmesser (d2) | 16 mm |
Freistellungsdurchmesser (d3) | 15.5 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | N |
Schneidstoff | VHM |
Oberfläche | ULTRADUR |
Kühlmittelzufuhr | Extern |
Drallwinkel | 39-42° |
Länge (l1) | 92 mm |
Schneidenlänge (l2) | 32 mm |
Freistellungslänge (l3) | 46 mm |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0.35 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | GFK |
| Schnittwerte für Schlichten-Kontur | ||||||||||
| Für Ø 6 - 10 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 6 | Ø 8 | Ø 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 305 | 504 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Automatenstähle | < 850 N/mm² | L + E | 247 | 408 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 239 | 396 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,035 | 0,058 | 0,050 | 0,081 | 0,062 | 0,101 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 305 | 504 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,030 | 0,049 | 0,035 | 0,058 | 0,045 | 0,074 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 247 | 408 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,035 | 0,058 | 0,050 | 0,081 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 138 | 228 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| Federstähle | < 1200 N/mm² | L + E | 138 | 228 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 167 | 276 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 160 | 264 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| < 850 N/mm² | E | 138 | 228 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 116 | 192 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| Sonderlegierungen | < 1200 N/mm² | E | 94 | 156 | 0,025 | 0,041 | 0,035 | 0,058 | 0,045 | 0,074 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 87 | 144 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| Gusseisen | < 180 HB | - | 210 | 348 | 0,040 | 0,065 | 0,050 | 0,081 | 0,075 | 0,122 |
| < 180 HB | - | 167 | 276 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 167 | 276 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 |
| > 260 HB | E | 138 | 228 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | |
| Schnittwerte für Schlichten-Kontur | ||||||||||
| Für Ø 3 - 5 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 3 | Ø 4 | Ø 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 305 | 504 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Automatenstähle | < 850 N/mm² | L + E | 247 | 408 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 239 | 396 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 305 | 504 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 247 | 408 | 0,020 | 0,032 | 0,020 | 0,032 | 0,025 | 0,041 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,018 | 0,029 | 0,022 | 0,036 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 138 | 228 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Federstähle | < 1200 N/mm² | L + E | 138 | 228 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 167 | 276 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 160 | 264 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 |
| < 850 N/mm² | E | 138 | 228 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 116 | 192 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Sonderlegierungen | < 1200 N/mm² | E | 94 | 156 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 87 | 144 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Gusseisen | < 180 HB | - | 210 | 348 | 0,018 | 0,029 | 0,023 | 0,038 | 0,030 | 0,049 |
| < 180 HB | - | 167 | 276 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 167 | 276 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 |
| > 260 HB | E | 138 | 228 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Legende | ||
| L = Luft | ae = 0,5xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Kontur | ||||||||||
| Für Ø 3 - 5 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 3 | Ø 4 | Ø 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 252 | 452 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Automatenstähle | < 850 N/mm² | L + E | 204 | 366 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 198 | 355 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 252 | 452 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,025 | 0,021 | 0,033 | 0,026 | 0,043 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 204 | 366 | 0,021 | 0,033 | 0,021 | 0,033 | 0,026 | 0,043 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,018 | 0,030 | 0,023 | 0,037 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 114 | 204 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Federstähle | < 1200 N/mm² | L + E | 114 | 204 | 0,013 | 0,020 | 0,016 | 0,026 | 0,021 | 0,033 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 138 | 247 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 132 | 237 | 0,016 | 0,025 | 0,021 | 0,033 | 0,026 | 0,043 |
| < 850 N/mm² | E | 114 | 204 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 96 | 172 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Sonderlegierungen | < 1200 N/mm² | E | 78 | 140 | 0,013 | 0,020 | 0,016 | 0,026 | 0,021 | 0,033 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 72 | 129 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Gusseisen | < 180 HB | - | 174 | 312 | 0,018 | 0,030 | 0,024 | 0,039 | 0,031 | 0,050 |
| < 180 HB | - | 138 | 247 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 138 | 247 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 |
| > 260 HB | E | 114 | 204 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Legende | ||
| L = Luft | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Kontur | ||||||||||
| Für Ø 12 - 20 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 12 | Ø 16 | Ø 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 252 | 452 | 0,083 | 0,133 | 0,099 | 0,159 | 0,120 | 0,192 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,078 | 0,126 | 0,093 | 0,150 | 0,109 | 0,176 | |
| Automatenstähle | < 850 N/mm² | L + E | 204 | 366 | 0,072 | 0,117 | 0,093 | 0,150 | 0,109 | 0,176 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,068 | 0,109 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 198 | 355 | 0,083 | 0,133 | 0,099 | 0,159 | 0,120 | 0,192 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,078 | 0,126 | 0,093 | 0,150 | 0,109 | 0,176 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,068 | 0,109 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 192 | 344 | 0,062 | 0,100 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,058 | 0,093 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 252 | 452 | 0,083 | 0,133 | 0,098 | 0,158 | 0,120 | 0,192 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,068 | 0,109 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,062 | 0,100 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,068 | 0,109 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,052 | 0,083 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 204 | 366 | 0,068 | 0,109 | 0,083 | 0,133 | 0,104 | 0,167 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,062 | 0,100 | 0,072 | 0,117 | 0,093 | 0,150 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 114 | 204 | 0,062 | 0,100 | 0,072 | 0,117 | 0,093 | 0,150 |
| Federstähle | < 1200 N/mm² | L + E | 114 | 204 | 0,047 | 0,076 | 0,052 | 0,083 | 0,072 | 0,117 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 138 | 247 | 0,068 | 0,109 | 0,083 | 0,133 | 0,093 | 0,150 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 132 | 237 | 0,062 | 0,100 | 0,072 | 0,117 | 0,083 | 0,133 |
| < 850 N/mm² | E | 114 | 204 | 0,062 | 0,100 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 96 | 172 | 0,064 | 0,104 | 0,072 | 0,117 | 0,083 | 0,133 |
| Sonderlegierungen | < 1200 N/mm² | E | 78 | 140 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 72 | 129 | 0,062 | 0,100 | 0,072 | 0,117 | 0,093 | 0,150 |
| Gusseisen | < 180 HB | - | 174 | 312 | 0,093 | 0,150 | 0,114 | 0,183 | 0,135 | 0,216 |
| < 180 HB | - | 138 | 247 | 0,068 | 0,109 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 138 | 247 | 0,068 | 0,109 | 0,083 | 0,133 | 0,104 | 0,167 |
| > 260 HB | E | 114 | 204 | 0,068 | 0,109 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Schnittwerte für Schruppen-Kontur | ||||||||||
| Für Ø 6 - 10 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 6 | Ø 8 | Ø 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 252 | 452 | 0,041 | 0,067 | 0,052 | 0,083 | 0,068 | 0,109 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,037 | 0,059 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Automatenstähle | < 850 N/mm² | L + E | 204 | 366 | 0,037 | 0,059 | 0,052 | 0,083 | 0,062 | 0,100 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 198 | 355 | 0,041 | 0,067 | 0,052 | 0,083 | 0,068 | 0,109 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,037 | 0,059 | 0,052 | 0,083 | 0,064 | 0,104 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 252 | 452 | 0,041 | 0,067 | 0,052 | 0,083 | 0,068 | 0,109 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,031 | 0,050 | 0,037 | 0,059 | 0,047 | 0,076 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 204 | 366 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,037 | 0,059 | 0,052 | 0,083 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 114 | 204 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 |
| Federstähle | < 1200 N/mm² | L + E | 114 | 204 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 138 | 247 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 132 | 237 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 |
| < 850 N/mm² | E | 114 | 204 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 96 | 172 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 |
| Sonderlegierungen | < 1200 N/mm² | E | 78 | 140 | 0,026 | 0,043 | 0,037 | 0,059 | 0,047 | 0,076 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 72 | 129 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 |
| Gusseisen | < 180 HB | - | 174 | 312 | 0,041 | 0,067 | 0,052 | 0,083 | 0,078 | 0,126 |
| < 180 HB | - | 138 | 247 | 0,037 | 0,059 | 0,041 | 0,067 | 0,062 | 0,100 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 138 | 247 | 0,037 | 0,059 | 0,041 | 0,067 | 0,062 | 0,100 |
| > 260 HB | E | 114 | 204 | 0,037 | 0,059 | 0,041 | 0,067 | 0,062 | 0,100 | |
| Schnittwerte für Schruppen-Nut | ||||||||||
| Für Ø 3 - 5 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 3 | Ø 4 | Ø 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 241 | 441 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| 500-850 N/mm² | L + E | 195 | 357 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Automatenstähle | < 850 N/mm² | L + E | 195 | 357 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 189 | 346 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| 700-850 N/mm² | L + E | 189 | 346 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| 850-1000 N/mm² | L + E | 189 | 346 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 241 | 441 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 195 | 357 | 0,020 | 0,032 | 0,020 | 0,032 | 0,025 | 0,041 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,018 | 0,029 | 0,022 | 0,036 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 109 | 199 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Federstähle | < 1200 N/mm² | L + E | 109 | 199 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 132 | 241 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 126 | 231 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 |
| < 850 N/mm² | E | 109 | 199 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 92 | 168 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Sonderlegierungen | < 1200 N/mm² | E | 74 | 136 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 69 | 126 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Gusseisen | < 180 HB | - | 166 | 304 | 0,018 | 0,029 | 0,023 | 0,038 | 0,030 | 0,049 |
| < 180 HB | - | 132 | 241 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 132 | 241 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 |
| > 260 HB | E | 109 | 199 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Legende | ||
| L = Luft | ae = 0,1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schlichten-Kontur | ||||||||||
| Für Ø 12 - 20 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 12 | Ø 16 | Ø 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 305 | 504 | 0,079 | 0,130 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,075 | 0,122 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Automatenstähle | < 850 N/mm² | L + E | 247 | 408 | 0,069 | 0,113 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 239 | 396 | 0,079 | 0,130 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,075 | 0,122 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 232 | 384 | 0,059 | 0,097 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,055 | 0,090 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 305 | 504 | 0,079 | 0,130 | 0,094 | 0,154 | 0,114 | 0,187 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,059 | 0,097 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,050 | 0,081 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 247 | 408 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,059 | 0,097 | 0,069 | 0,113 | 0,089 | 0,146 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 138 | 228 | 0,059 | 0,097 | 0,069 | 0,113 | 0,089 | 0,146 |
| Federstähle | < 1200 N/mm² | L + E | 138 | 228 | 0,045 | 0,074 | 0,050 | 0,081 | 0,069 | 0,113 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 167 | 276 | 0,065 | 0,106 | 0,079 | 0,130 | 0,089 | 0,146 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 160 | 264 | 0,059 | 0,097 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 138 | 228 | 0,059 | 0,097 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 116 | 192 | 0,062 | 0,101 | 0,069 | 0,113 | 0,079 | 0,130 |
| Sonderlegierungen | < 1200 N/mm² | E | 94 | 156 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 87 | 144 | 0,059 | 0,097 | 0,069 | 0,113 | 0,089 | 0,146 |
| Gusseisen | < 180 HB | - | 210 | 348 | 0,089 | 0,146 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 167 | 276 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 167 | 276 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 138 | 228 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Schnittwerte für Schruppen-Nut | ||||||||||
| Für Ø 12 - 20 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 12 | Ø 16 | Ø 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 241 | 441 | 0,079 | 0,130 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 195 | 357 | 0,075 | 0,122 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Automatenstähle | < 850 N/mm² | L + E | 195 | 357 | 0,069 | 0,113 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 189 | 346 | 0,079 | 0,130 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 189 | 346 | 0,075 | 0,122 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 189 | 346 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 184 | 336 | 0,059 | 0,097 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,055 | 0,090 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 241 | 441 | 0,079 | 0,130 | 0,094 | 0,154 | 0,114 | 0,187 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,059 | 0,097 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,050 | 0,081 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 195 | 357 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,059 | 0,097 | 0,069 | 0,113 | 0,089 | 0,146 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 109 | 199 | 0,059 | 0,097 | 0,069 | 0,113 | 0,089 | 0,146 |
| Federstähle | < 1200 N/mm² | L + E | 109 | 199 | 0,045 | 0,074 | 0,050 | 0,081 | 0,069 | 0,113 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 132 | 241 | 0,065 | 0,106 | 0,079 | 0,130 | 0,089 | 0,146 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 126 | 231 | 0,059 | 0,097 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 109 | 199 | 0,059 | 0,097 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 92 | 168 | 0,062 | 0,101 | 0,069 | 0,113 | 0,079 | 0,130 |
| Sonderlegierungen | < 1200 N/mm² | E | 74 | 136 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 69 | 126 | 0,059 | 0,097 | 0,069 | 0,113 | 0,089 | 0,146 |
| Gusseisen | < 180 HB | - | 166 | 304 | 0,089 | 0,146 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 132 | 241 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 132 | 241 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 109 | 199 | 0,065 | 0,106 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Schnittwerte für Schruppen-Nut | ||||||||||
| Für Ø 6 - 10 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 6 | Ø 8 | Ø 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 241 | 441 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 |
| 500-850 N/mm² | L + E | 195 | 357 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Automatenstähle | < 850 N/mm² | L + E | 195 | 357 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 189 | 346 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 |
| 700-850 N/mm² | L + E | 189 | 346 | 0,035 | 0,058 | 0,050 | 0,081 | 0,062 | 0,101 | |
| 850-1000 N/mm² | L + E | 189 | 346 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 241 | 441 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,030 | 0,049 | 0,035 | 0,058 | 0,045 | 0,074 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 195 | 357 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,035 | 0,058 | 0,050 | 0,081 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 109 | 199 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| Federstähle | < 1200 N/mm² | L + E | 109 | 199 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 132 | 241 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 126 | 231 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| < 850 N/mm² | E | 109 | 199 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 92 | 168 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| Sonderlegierungen | < 1200 N/mm² | E | 74 | 136 | 0,025 | 0,041 | 0,035 | 0,058 | 0,045 | 0,074 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 69 | 126 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| Gusseisen | < 180 HB | - | 166 | 304 | 0,040 | 0,065 | 0,050 | 0,081 | 0,075 | 0,122 |
| < 180 HB | - | 132 | 241 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 132 | 241 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 |
| > 260 HB | E | 109 | 199 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | |
Zuletzt angesehen

Sicherheitsschuh Jalas 9965 Exalter

Arbeitslatzhose

Senk-Blechschraube Form C mit Kreuzschlitz H ISO 7050, Edelstahl A2 blank

Passfeder niedrige Form DIN 6885, Stahl blank, Form A

Sicherheitsschraube mit Innensechsrund u. Pin ISO 10642 ähnlich aufgrund des TX Antrieb, Edelstahl A2 blank

Blendenhalter-Set F8 Nova Pro Scala

Fixbride W-GFIXBK 929

Statikmischer für Kartuschen des WIT-PE 500 und WIT-VM 250

Schienenverbinder Aluminium

Becher-Blindniet Flachkopf