





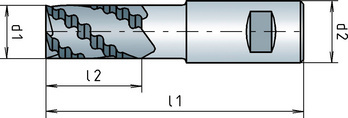
Schaftfräser, lang, Dreischneider, zentrumschneidend
Fräser HSCo-PM WN-L Z3 4xD Typ WR
SHFTFRS-L-HSCO-PM-WR-D14,0MM
Art.-Nr. 5443610403
EAN 4062856187546















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 2172 |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Kupfer, Messing, Aluminium, Kunststoff |
Durchmesser (d1) | 14 mm |
Schaftdurchmesser (d2) | 12 mm |
Normen | WN |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 1835-B |
Typ | WR |
Schneidstoff | HSCo-PM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 35° |
Länge (l1) | 110 mm |
Schneidenlänge (l2) | 53 mm |
Anzahl Schneiden | 3 STK |
Eckenfase | 0,7 mm |
Toleranz Schneidendurchmesser | js14 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Rostfreie Stähle < 850 N/mm², Kupfer, Messing, Aluminium, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 10 - Ø 25 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 83 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| 500-850 N/mm² | E | 69 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Automatenstähle | < 850 N/mm² | E | 74 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| E | 69 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | ||
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 69 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 700-850 N/mm² | E | 64 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 64 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 41 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 32 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| < 850 N/mm² | E | 23 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 221 | 0,037 | 0,044 | 0,063 | 0,080 | 0,100 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 138 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 147 | 0,037 | 0,044 | 0,063 | 0,080 | 0,100 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 110 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Messing, kurzspanend | < 600 N/mm² | - | 110 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Messing, langspanend | < 600 N/mm² | - | 92 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Bronze, kurzspanend | < 600 N/mm² | - | 92 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| 650-850 N/mm² | - | 74 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 | |
| Bronze, langspanend | < 850 N/mm² | E | 64 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| 850-1200 N/mm² | E | 46 | 0,063 | 0,062 | 0,076 | 0,096 | 0,120 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 10 - Ø 25 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,014 | 0,023 | 0,025 | 0,032 |
| 500-850 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,013 | 0,019 | 0,023 | 0,028 |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,013 | 0,019 | 0,023 | 0,028 |
| 700-850 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,013 | 0,019 | 0,023 | 0,028 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,013 | 0,019 | 0,023 | 0,028 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,013 | 0,019 | 0,023 | 0,028 |
| < 850 N/mm² | E | 9 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 138 | 0,019 | 0,029 | 0,033 | 0,045 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 83 | 0,026 | 0,037 | 0,041 | 0,050 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 64 | 0,019 | 0,029 | 0,033 | 0,045 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,026 | 0,037 | 0,041 | 0,050 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,026 | 0,037 | 0,041 | 0,050 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,026 | 0,037 | 0,041 | 0,050 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,026 | 0,037 | 0,041 | 0,050 |
| 650-850 N/mm² | - | 28 | 0,026 | 0,037 | 0,041 | 0,050 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,026 | 0,037 | 0,041 | 0,050 |
| 850-1200 N/mm² | E | 14 | 0,032 | 0,041 | 0,045 | 0,054 | |
Zuletzt angesehen

Sechskantschraube mit Schaft für den Druckbehälterbau ISO 4014, Stahl 5.6, blank

Sechskantschraube mit Flansch EN 1665, Stahl FK10.9, Zink-Lamelle silber (ZFSHL)

Zylinderstift ungehärtet mit Linsenkuppen DIN 7, Stahl blank (9 SMnPb 28 k oder St 50 K), ungehärtet, Toleranzklasse m6

Warnschutz Arbeitslatzhose Kübler Protectiq High Vis 3393 8345

Stoßverbinder DIN 46341 T1

Gerade Steckverbindung

Linsensenk-Blechschraube Form C mit Kreuzschlitz Z DIN 7983, Edelstahl A2 blank, Form C, mit Kreuzschlitz Z.

Gewindestift Innensechskant und Kegelstumpf ISO 4026 Stahl 8.8, verzinkt blau passiviert (A2K)

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8U, feuerverzinkt

Verschlussdeckel DIN 443, Stahl blank, Form B