





Schaftfräser, lang, Morsekegelschaft DIN 845B
Schaftfräser HSCo DIN 845B-L Z4-6 4xD TypN Morsek.
SHFTFRS-DIN845B-L-HSCO-D22,0MM
Art.-Nr. 5443601013
EAN 4055375880050




















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 2684 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Kunststoff |
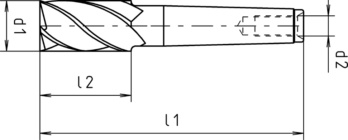
Durchmesser (d1) | 22 mm |
Morsekegelgröße | MK 2 |
Anzugsgewinde (d2) | M12 |
Länge (l1) | 160 mm |
Schneidenlänge (l2) | 75 mm |
Anzahl Schneiden (Z) | 5 STK |
Normen | DIN 845 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 228 A |
Typ | N |
Schneidstoff | HSCo |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 40° |
Toleranz Schneidendurchmesser | k10 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 16 - Ø 40 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 31,9 | Ø 32 - 40 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,030 | 0,037 | 0,048 | 0,068 |
| 500-850 N/mm² | E | 38 | 0,026 | 0,033 | 0,043 | 0,059 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| 700-850 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 | |
| 850-1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1100 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 | |
| 1100-1400 N/mm² | E | 20 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,024 | 0,036 | 0,041 | 0,054 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,024 | 0,030 | 0,034 | 0,046 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,024 | 0,030 | 0,034 | 0,046 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| < 850 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 |
| Gusseisen | < 180 HB | - | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 180 HB | - | 30 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 260 HB | E | 25 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,024 | 0,030 | 0,034 | 0,046 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,039 | 0,047 | 0,053 | 0,071 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,039 | 0,047 | 0,053 | 0,071 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,039 | 0,047 | 0,053 | 0,071 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,039 | 0,047 | 0,053 | 0,071 |
| 650-850 N/mm² | - | 80 | 0,039 | 0,047 | 0,053 | 0,071 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,039 | 0,047 | 0,053 | 0,071 |
| 850-1200 N/mm² | E | 65 | 0,043 | 0,051 | 0,058 | 0,078 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 16 - Ø 40 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 31,9 | Ø 32 - 40 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,042 | 0,054 | 0,066 | 0,085 |
| 500-850 N/mm² | E | 30 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,037 | 0,047 | 0,059 | 0,075 |
| 850-1000 N/mm² | E | 26 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,037 | 0,047 | 0,059 | 0,075 |
| 700-850 N/mm² | E | 30 | 0,037 | 0,047 | 0,059 | 0,075 | |
| 850-1000 N/mm² | E | 24 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,037 | 0,047 | 0,059 | 0,075 |
| 1000-1200 N/mm² | E | 18 | 0,042 | 0,054 | 0,066 | 0,085 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,037 | 0,047 | 0,059 | 0,075 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,037 | 0,047 | 0,059 | 0,075 |
| 1000-1200 N/mm² | E | 18 | 0,042 | 0,054 | 0,066 | 0,085 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,037 | 0,047 | 0,059 | 0,075 |
| 1000-1200 N/mm² | E | 18 | 0,042 | 0,054 | 0,066 | 0,085 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,037 | 0,047 | 0,059 | 0,075 |
| 850-1100 N/mm² | E | 16 | 0,042 | 0,054 | 0,066 | 0,085 | |
| 1100-1400 N/mm² | E | 9 | 0,042 | 0,054 | 0,066 | 0,085 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,042 | 0,054 | 0,066 | 0,085 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,042 | 0,054 | 0,066 | 0,085 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,042 | 0,054 | 0,066 | 0,085 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,037 | 0,047 | 0,059 | 0,075 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,037 | 0,047 | 0,059 | 0,075 |
| < 850 N/mm² | E | 12 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,042 | 0,054 | 0,066 | 0,085 |
| Gusseisen | < 180 HB | - | 34 | 0,037 | 0,047 | 0,059 | 0,075 |
| > 180 HB | - | 30 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,037 | 0,047 | 0,059 | 0,075 |
| > 260 HB | E | 18 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,042 | 0,054 | 0,066 | 0,085 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,066 | 0,084 | 0,104 | 0,133 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,066 | 0,084 | 0,104 | 0,133 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,066 | 0,084 | 0,104 | 0,133 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,066 | 0,084 | 0,104 | 0,133 |
| 650-850 N/mm² | - | 37 | 0,066 | 0,084 | 0,104 | 0,133 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,066 | 0,084 | 0,104 | 0,133 |
| 850-1200 N/mm² | E | 18 | 0,072 | 0,091 | 0,113 | 0,144 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Bei Durchmesser über 20 mm ist Vollnuten nicht möglich, da zu großer Leistungsbedarf. | ||
| Schnittwerte für Schruppen Nut | |||||
| Für Ø 16 - Ø 20 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,021 | 0,026 |
| 500-850 N/mm² | E | 23 | 0,019 | 0,023 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,019 | 0,023 |
| 850-1000 N/mm² | E | 20 | 0,019 | 0,023 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,019 | 0,023 |
| 700-850 N/mm² | E | 23 | 0,019 | 0,023 | |
| 850-1000 N/mm² | E | 18 | 0,019 | 0,023 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 17 | 0,019 | 0,023 |
| 1000-1200 N/mm² | E | 14 | 0,021 | 0,026 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,019 | 0,023 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 17 | 0,019 | 0,023 |
| 1000-1200 N/mm² | E | 14 | 0,021 | 0,026 | |
| Nitrierstähle | < 1000 N/mm² | E | 17 | 0,019 | 0,023 |
| 1000-1200 N/mm² | E | 14 | 0,021 | 0,026 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,019 | 0,023 |
| 850-1100 N/mm² | E | 12 | 0,021 | 0,026 | |
| 1100-1400 N/mm² | E | 7 | 0,021 | 0,026 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 6 | 0,021 | 0,026 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 7 | 0,021 | 0,026 |
| Federstähle | < 1200 N/mm² | E | 6 | 0,021 | 0,026 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,019 | 0,023 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,019 | 0,023 |
| < 850 N/mm² | E | 9 | 0,019 | 0,023 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 7 | 0,021 | 0,026 |
| Gusseisen | < 180 HB | - | 26 | 0,019 | 0,023 |
| > 180 HB | - | 23 | 0,019 | 0,023 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,019 | 0,023 |
| > 260 HB | E | 14 | 0,019 | 0,023 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,021 | 0,026 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,035 | 0,041 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,035 | 0,041 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,035 | 0,041 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,035 | 0,041 |
| 650-850 N/mm² | - | 28 | 0,035 | 0,041 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,035 | 0,041 |
| 850-1200 N/mm² | E | 14 | 0,038 | 0,045 | |
Zuletzt angesehen

Spiralstufenbohrer Sortiment HSS AlTiN SMART STEP 3-tlg.

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 12.9, blank

Verschlussschraube mit Innensechskant, kegeliges Gewinde DIN 906, Stahl verzinkt, blau passiviert (A2K)

Sport Plus S3 FLEXITEC® Sicherheitsschuh

Sechskantschraube mit Flansch EN 1665, Stahl 10.9, verzinkt Dickschicht passiviert (ZSML)

Sicherheitsstiefel S3 Steitz VX 7620 SMC BOA SF

Sechskantschraube mit Schaft ISO 4014, Stahl 6.8, verzinkt blau passiviert (A2K)

Zentrierbohrer Metall Ruko HSS-G blank DIN 333 für Form R

System-Box Trennelement

Sechskantschraube mit Schaft ISO 4014, Stahl 12.9, blank