





Scheibenfräser HSCo Kreuzverzahnt Typ N DIN 885A
Fräser HSCo DIN 885A Z12-20 10° Typ N
FRS-DIN885A-HSCO-D100X8MM
Art.-Nr. 5443601218
EAN 4055375881545

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 3174 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Aluminium, Kunststoff |
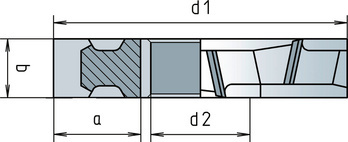
Durchmesser (d1 (js16)) | 100 mm |
Schnittbreite (b) | 8 |
Schnitttiefe (a) | 26 mm |
Bohrungsdurchmesser (d2 (H7)) | 32 mm |
Anzahl Schneiden (Z) | 16 STK |
Norm Fräserausführung | DIN 885 A |
Schneidstoff | HSCo |
Typ | N |
Drallwinkel | 10° |
Oberfläche | Blank |
Toleranz Schneidendurchmesser | js16 |
Werkzeugaufnahme | Mit Längsnut DIN 138 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 50 - 160 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 50 | Ø 63 | Ø 80 | Ø 100 | Ø 125 - 160 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| 500-850 N/mm² | E | 38 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 700-850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1100 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| 1100-1400 N/mm² | E | 20 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,048 | 0,058 | 0,067 | 0,077 | 0,086 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| < 850 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Sonderlegierungen | < 1200 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Gusseisen | < 180 HB | - | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 180 HB | - | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 260 HB | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 120 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 400 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 650-850 N/mm² | - | 80 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 850-1200 N/mm² | E | 65 | 0,068 | 0,082 | 0,095 | 0,109 | 0,122 | |
| Legende | |
| E = Emulsion | |
| vc = Schnittgeschwindigkeit [m/min] | |
| fz = Vorschub pro Zahn [mm/Z] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
Zuletzt angesehen

Senkschraube mit Innensechskant ISO 10642, Stahl FK08.8, Zink-Lamelle silber (ZFSHL)

Windeisen Ruko DIN 1814 verstellbar

Türdrücker A 410

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 10.9, verzinkt Dickschicht passiviert (VZD)

Winkellasche drehbar für Insektenschutz

Zylinderschraube mit Innensechskant, niedriger Kopf mit Schlüsselführung DIN 6912, Stahl 010.9, verzinkt blau passiviert (A2K)
Senkschraube mit Innensechskant ISO 10642, Stahl FK08.8, Zink-Lamelle silber (ZFSHL)

Schutzhandschuh Leder Ejendals TEGERA® 512

1/4 Zoll Steckschlüsseleinsatz Zoll kurz

Kälterohrschelle K mit fest integrierter Dämmeinlage