





Scheibenfräser HSCo Kreuzverzahnt Typ N DIN 885A
Fräser HSCo DIN 885A Z12-20 10° Typ N
FRS-DIN885A-HSCO-D80X12MM
Art.-Nr. 5443601215
EAN 4055375881514

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 3174 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Aluminium, Kunststoff |
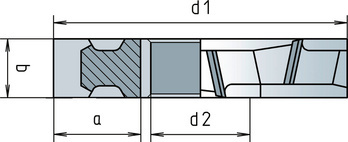
Durchmesser (d1 (js16)) | 80 mm |
Schnittbreite (b) | 12 |
Schnitttiefe (a) | 19,5 mm |
Bohrungsdurchmesser (d2 (H7)) | 27 mm |
Anzahl Schneiden (Z) | 14 STK |
Norm Fräserausführung | DIN 885 A |
Schneidstoff | HSCo |
Typ | N |
Drallwinkel | 10° |
Oberfläche | Blank |
Toleranz Schneidendurchmesser | js16 |
Werkzeugaufnahme | Mit Längsnut DIN 138 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 50 - 160 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 50 | Ø 63 | Ø 80 | Ø 100 | Ø 125 - 160 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| 500-850 N/mm² | E | 38 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 700-850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1100 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| 1100-1400 N/mm² | E | 20 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,048 | 0,058 | 0,067 | 0,077 | 0,086 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| < 850 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Sonderlegierungen | < 1200 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Gusseisen | < 180 HB | - | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 180 HB | - | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 260 HB | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 120 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 400 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 650-850 N/mm² | - | 80 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 850-1200 N/mm² | E | 65 | 0,068 | 0,082 | 0,095 | 0,109 | 0,122 | |
| Legende | |
| E = Emulsion | |
| vc = Schnittgeschwindigkeit [m/min] | |
| fz = Vorschub pro Zahn [mm/Z] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
Zuletzt angesehen

Steckkerbstift ISO 8741 Stahl blank

Sechskantschraube mit Flansch DIN 6921, Stahl 10.9 blank

Arbeitshose Kübler Bodyforce 2125 5302

Schraubstopfen GPN 710

Verschlussstopfen GPN 300 F

Scheibe DIN 433, Stahl verzinkt, blau passiviert (A2K) für Zylinderschraube

Radlager-Werkzeug-Satz universal 38-teilig

Gewindestift mit Innensechskant und abgeflachter Spitze ISO 4027, Stahl 45H, blank

Spiralbohrer Metall Ruko DIN 345 HSCo blank

Spiralbohrer Metall Ruko DIN 338 TL 3000 HSS-G blank 130°