





Scheibenfräser HSCo Kreuzverzahnt Typ N DIN 885A
Fräser HSCo DIN 885A Z12-20 10° Typ N
FRS-DIN885A-HSCO-D80X4MM
Art.-Nr. 5443601210
EAN 4055375881460

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 3174 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Aluminium, Kunststoff |
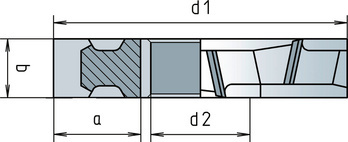
Durchmesser (d1 (js16)) | 80 mm |
Schnittbreite (b) | 4 |
Schnitttiefe (a) | 19,5 mm |
Bohrungsdurchmesser (d2 (H7)) | 27 mm |
Anzahl Schneiden (Z) | 14 STK |
Norm Fräserausführung | DIN 885 A |
Schneidstoff | HSCo |
Typ | N |
Drallwinkel | 10° |
Oberfläche | Blank |
Toleranz Schneidendurchmesser | js16 |
Werkzeugaufnahme | Mit Längsnut DIN 138 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 50 - 160 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 50 | Ø 63 | Ø 80 | Ø 100 | Ø 125 - 160 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| 500-850 N/mm² | E | 38 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 700-850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1100 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| 1100-1400 N/mm² | E | 20 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,048 | 0,058 | 0,067 | 0,077 | 0,086 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| < 850 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Sonderlegierungen | < 1200 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Gusseisen | < 180 HB | - | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 180 HB | - | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 260 HB | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 120 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 400 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 650-850 N/mm² | - | 80 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 850-1200 N/mm² | E | 65 | 0,068 | 0,082 | 0,095 | 0,109 | 0,122 | |
| Legende | |
| E = Emulsion | |
| vc = Schnittgeschwindigkeit [m/min] | |
| fz = Vorschub pro Zahn [mm/Z] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
Zuletzt angesehen

Teller Zinkdruckguss anschraubbar

Zylinderschraube mit Innensechskant ISO 4762, Stahl 8.8, verzinkt Dickschicht passiviert VZD

Spiralbohrer HSCO DIN 338 TYP RN

Flachkopfschraube mit Schlitz ISO 1580, Edelstahl A4, blank

Schlangenbohrer Longlife & Speed
Schlangenbohrer Longlife & Speed

System-Box

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, Zink-Nickel silber (ZNSHR)

Zylinderschraube mit Schlitz DIN 84, Stahl 5.8, blank

O-Ring Zoll NBR 70