





Schlitzfräser HSCo DIN 850D
Schlitzfräser HSCo DIN850D Z6-14 Typ N
SZFRS-DIN850D-HSCO-6,0X11,0-D28,5MM




















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 1524 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Kunststoff |
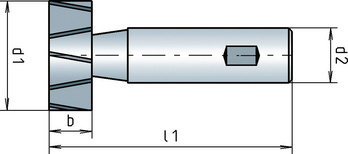
Geeignet für Scheibenfeder | 6 x 11 mm |
Durchmesser (d1) | 28.5 mm |
Schnittbreite (b) | 6 |
Schaftdurchmesser (d2) | 10 mm |
Länge (l1) | 63 mm |
Anzahl Schneiden | 12 STK |
Schaftform | Zylindrisch DIN 1835-B |
Normen | DIN 850 |
Schneidstoff | HSCo |
Typ | N |
Oberfläche | Blank |
Drallwinkel | 8-12° |
Schnittwinkel | 10 Grad |
Toleranz Schneidendurchmesser | h11 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 16 - Ø 45,5 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 16 - Ø 19,9 | Ø 20 - Ø 23,9 | Ø 24 - Ø 31,9 | Ø 32 - Ø 45,5 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,030 | 0,037 | 0,048 | 0,068 |
| 500-850 N/mm² | E | 38 | 0,026 | 0,033 | 0,043 | 0,059 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| 700-850 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 | |
| 850-1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1100 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 | |
| 1100-1400 N/mm² | E | 20 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,024 | 0,036 | 0,041 | 0,054 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,024 | 0,030 | 0,034 | 0,046 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,024 | 0,030 | 0,034 | 0,046 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| < 850 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 |
| Gusseisen | < 180 HB | - | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 180 HB | - | 30 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 260 HB | E | 25 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,024 | 0,030 | 0,034 | 0,046 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,039 | 0,047 | 0,053 | 0,071 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,039 | 0,047 | 0,053 | 0,071 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,039 | 0,047 | 0,053 | 0,071 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,039 | 0,047 | 0,053 | 0,071 |
| 650-850 N/mm² | - | 80 | 0,039 | 0,047 | 0,053 | 0,071 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,039 | 0,047 | 0,053 | 0,071 |
| 850-1200 N/mm² | E | 65 | 0,043 | 0,051 | 0,058 | 0,078 | |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 4,5 - Ø 15,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 4,5 - Ø 5,9 | Ø 6 - Ø 7,9 | Ø 8 - Ø 9,9 | Ø 10 - Ø 11,9 | Ø 12 - Ø 15,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| 700-850 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| 1000-1200 N/mm² | E | 25 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| 1000-1200 N/mm² | E | 25 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| 1000-1200 N/mm² | E | 25 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| 850-1100 N/mm² | E | 25 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 | |
| 1100-1400 N/mm² | E | 20 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| < 850 N/mm² | E | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 |
| Gusseisen | < 180 HB | - | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| > 180 HB | - | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| > 260 HB | E | 25 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 120 | 0,007 | 0,009 | 0,017 | 0,025 | 0,031 |
| Messing, kurzspanend | < 600 N/mm² | - | 100 | 0,007 | 0,009 | 0,017 | 0,025 | 0,031 |
| Messing, langspanend | < 600 N/mm² | - | 100 | 0,007 | 0,009 | 0,017 | 0,025 | 0,031 |
| Bronze, kurzspanend | < 600 N/mm² | - | 100 | 0,007 | 0,009 | 0,017 | 0,025 | 0,031 |
| 650-850 N/mm² | - | 80 | 0,007 | 0,009 | 0,017 | 0,025 | 0,031 | |
| Bronze, langspanend | < 850 N/mm² | E | 80 | 0,007 | 0,009 | 0,017 | 0,025 | 0,031 |
| 850-1200 N/mm² | E | 65 | 0,009 | 0,012 | 0,020 | 0,031 | 0,035 | |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Sechskantschraube mit Dünnschaft im Hygienic Design

Kunststoff-Rahmendübel W-RD ohne Kragen in Naturfarbe. ohne Zulassung

Türdrücker AL 900 auf Außenschild mit PZ Lochung

Zange für Kennzeichenbefestigungen

Sechskantschraube mit Schaft

Zylinderschraube mit Schlitz DIN 84, Stahl 4.8, blank

Sechskantschraube mit Schaft und Feingewinde ISO 8765, Stahl 12.9, blank

Windrispenband WZ
Sechskantschraube mit Schaft

Schneideisen für metrische ISO-Regelgewinde HSCo Multi Performance