





Shell end mill HSCo DIN 1880 type HR
Shell end mill HSCo DIN 1880 Z8-10 30° type HR
SHELLENDMILL-DIN1880-HSCO-HR-D80,0MM
Art.-no. 5443601184
EAN 4055375881316















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3146 |
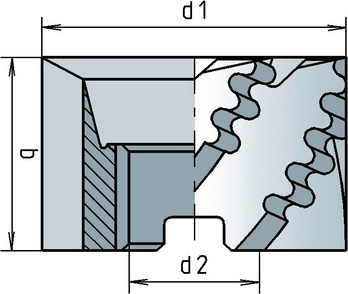
Diameter (d1 (js 16)) | 80 mm |
Height (b (k16)) | 45 mm |
Bore diameter (d2 (H7)) | 27 mm |
Number of cutting edges (Z) | 10 PCS |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium |
Standards | DIN 1880 |
Cutting material | HSCo |
Surface | Plain |
Twist angle | 30° |
Tool holding device | With crosswise and longitudinal slot DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys |
| Cutting values for roughing contour | ||||
| For dia. 40 to dia. 80 | ||||
| Material designation | Tensile strength | Cooling | vc | fz |
| Dia. 40 to dia. 80 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,120 |
| 500-850 N/mm² | E | 30 | 0,106 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,106 |
| 850-1000 N/mm² | E | 26 | 0,106 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,106 |
| 700-850 N/mm² | E | 30 | 0,106 | |
| 850-1000 N/mm² | E | 24 | 0,106 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,120 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,120 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,120 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,106 |
| 850-1100 N/mm² | E | 16 | 0,120 | |
| 1100-1400 N/mm² | E | 9 | 0,120 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,120 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,120 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,120 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,106 |
| < 850 N/mm² | E | 12 | 0,106 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,120 |
| Cast iron | < 180 HB | - | 34 | 0,106 |
| > 180 HB | - | 30 | 0,106 | |
| Nodular graphite, malleable iron | > 180 HB | - | 26 | 0,106 |
| > 260 HB | E | 18 | 0,106 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,120 |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

Divider assortment with system boxes for system dimensions 8.8

Hexagon socket set screw with pin ISO 4028, A4 stainless steel, 21H, plain

Solid carbide end mill, long, twin blade

Screw with flattened half round head and hexagon socket ISO 7380-1 A2-070 stainless steel, plain

Threaded rod DIN 976, A2-70 stainless steel, shape A

Straight male fitting ISO 8434-1, stainless steel 1.4571, tapered BSPT male thread

Straight cutting ring fitting ISO 8434-1, zinc-nickel-plated steel

Conversion kit for blind rivet screws

Variable inner corner for BR 80 wall duct

Connector, pneumatic