





Shell end mill HSCo DIN 1880 type HR TiAlN
Shell end mill HSCo DIN 1880 Z8-12 type HR TiAlN
SHELLENDMILL-DIN1880-HSCO-HR-TIALN-D100
Art.-no. 5443601195
EAN 4055375881361
















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3147 |
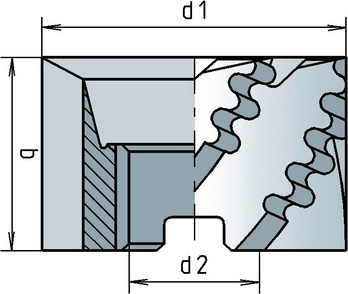
Diameter (d1 (js 16)) | 100 mm |
Height (b (k16)) | 50 mm |
Bore diameter (d2 (H7)) | 32 mm |
Number of cutting edges (Z) | 12 PCS |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium |
Standards | DIN 1880 |
Cutting material | HSCo |
Surface | TiAlN |
Twist angle | 30° |
Tool holding device | With crosswise and longitudinal slot DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys |
| Cutting values for roughing contour | ||||
| For dia. 40 to dia. 100 | ||||
| Material designation | Tensile strength | Cooling | vc | fz |
| Dia. 40 to dia. 100 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,120 |
| 500-850 N/mm² | E | 37 | 0,106 | |
| Carbon steels | < 850 N/mm² | E | 40 | 0,106 |
| 850-1000 N/mm² | E | 37 | 0,106 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 37 | 0,106 |
| 700-850 N/mm² | E | 32 | 0,106 | |
| 850-1000 N/mm² | E | 24 | 0,106 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 24 | 0,106 |
| 1000-1200 N/mm² | E | 23 | 0,120 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 32 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 27 | 0,106 |
| 1000-1200 N/mm² | E | 24 | 0,120 | |
| Nitriding steels | < 1000 N/mm² | E | 23 | 0,106 |
| 1000-1200 N/mm² | E | 19 | 0,120 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,106 |
| 850-1100 N/mm² | E | 17 | 0,120 | |
| 1100-1400 N/mm² | E | 15 | 0,120 | |
| High-speed steels | 850-1200 N/mm² | E | 12 | 0,120 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 10 | 0,120 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,120 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 16 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 13 | 0,106 |
| < 850 N/mm² | E | 10 | 0,106 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 8 | 0,120 |
| Cast iron | < 180 HB | - | 35 | 0,106 |
| > 180 HB | - | 27 | 0,106 | |
| Nodular graphite, malleable iron | > 180 HB | - | 21 | 0,106 |
| > 260 HB | E | 15 | 0,106 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,120 |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

Multi-use bandsaw blade

Stud with threaded end ≈ 1.25 d DIN 939, A2 stainless steel, plain

Hexagon nut ISO 4032 steel 8, hot-dip galvanised (HDG)

ISO insert holder with D clamping system for CN indexable inserts

Round head screw with square neck DIN 603, A4 stainless steel

Centre drill bit, metal Ruko HSS-G plain DIN 333 for type A+

Reducing nipple, imperial thread

Protective apron Asatex Gunova acid protection apron S5LL

Spigot hinge 3 pieces

Circlip shape JV for bore Steel plain, type JV