





Shell end mill HSCo DIN 841 type NR
Shell end mill HSCo DIN 841 Z6-8 1xD 30° type NR
SHELLENDMILL-DIN841-HSCO-NR-D50,0MM
Art.-no. 5443601123
EAN 4055375880883


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3106 |
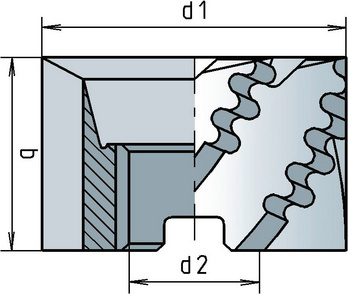
Diameter (d1 (js 16)) | 50 mm |
Height (b (k16)) | 50 mm |
Bore diameter (d2 (H7)) | 22 mm |
Number of cutting edges (Z) | 6 PCS |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
Standards | DIN 841 |
Cutting material | HSCo |
Surface | Plain |
Twist angle | 30° |
Tool holding device | With crosswise and longitudinal slot DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Cutting values for roughing contour | ||||
| For dia. 35 to dia. 60 | ||||
| Material designation | Tensile strength | Cooling | vc | fz |
| Dia. 35 to dia. 60 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,120 |
| 500-850 N/mm² | E | 30 | 0,106 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,106 |
| 850-1000 N/mm² | E | 26 | 0,106 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,106 |
| 700-850 N/mm² | E | 30 | 0,106 | |
| 850-1000 N/mm² | E | 24 | 0,106 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,120 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,120 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,120 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,106 |
| 850-1100 N/mm² | E | 16 | 0,120 | |
| 1100-1400 N/mm² | E | 9 | 0,120 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,120 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,120 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,120 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,106 |
| < 850 N/mm² | E | 12 | 0,106 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,120 |
| Special alloys | < 1200 N/mm² | E | 7 | 0,120 |
| Cast iron | < 180 HB | - | 34 | 0,106 |
| > 180 HB | - | 30 | 0,106 | |
| Nodular graphite, malleable iron | > 180 HB | - | 26 | 0,106 |
| > 260 HB | E | 18 | 0,106 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,120 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,188 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,188 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,188 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,188 |
| 650-850 N/mm² | - | 37 | 0,188 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,188 |
| 850-1200 N/mm² | E | 18 | 0,204 | |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

Hexagonal bolt with thread up to head for pressure container construction ISO 4017, steel 5.6, plain

Cheese head screw with hexagon socket head and shoulder ISO 7379, steel 12.9, plain, tolerance f9

Hexalobular screw with flattened half round head DIN 34805-1, TX drive, plain 10.9 steel

Stud with threaded end ≈ 1.25 d for pressure container construction DIN 939, A4/70 stainless steel, plain

Work overall Planam BW 270 rallye overalls

Self-drilling roofing screw EUROFAST® EDS-BZT

Hexagonal bolt with thread up to the head ISO 4017, 10.9 steel with silver zinc-flake coating (ZFSHR)

PAG oil 100

Safety boots, S3 Steitz CK 7620 Perbunan SF

Hexagon Socket Head Cap Screw ISO 4762, 10.9 steel with silver zinc-flake coating (ZFSHR)