





Single angle milling cutter HSS DIN 842A type H
Single angle milling cutter HSS DIN 842A Z18-24 type H
SNGLANGLCTR-DIN842A-HSS-D50X60°
















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3293 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
Standards | DIN 842 |
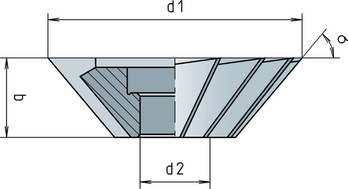
Angle (σ) | 60 Degree |
Diameter (d1 (js16)) | 50 mm |
Cutting width (b) | 16 |
Bore diameter (d2 (H7)) | 13 mm |
Number of cutting edges (Z) | 16 PCS |
Cutting material | HSS |
Surface | Plain |
Tolerance of cutting edge diameter | js16 |
Tool holding device | With longitudinal groove DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Cutting values for finishing contour | ||||||||
| For dia. 50 to dia. 125 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 50 | Dia. 63 | Dia. 80 | Dia. 100 | Dia. 125 | ||||
| General structural steels | < 500 N/mm² | E | 30 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| 500-850 N/mm² | E | 25 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | |
| Machining steels | < 850 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 700-850 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| 850-1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Nitriding steels | < 1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Tool steels | < 850 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1100 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| 1100-1400 N/mm² | E | 12 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| High-speed steels | 850-1200 N/mm² | E | 12 | 0,048 | 0,058 | 0,067 | 0,077 | 0,086 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 8 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Stainless steels, austenitic | < 700 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| < 850 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Special alloys | < 1200 N/mm² | E | 8 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Cast iron | < 180 HB | - | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 180 HB | - | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 260 HB | E | 17 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 12 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Copper, low-alloy | < 350 N/mm² | E | 70 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Brass, short-chipping | < 600 N/mm² | - | 60 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Brass, long-chipping | < 600 N/mm² | - | 60 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Bronze, short-chipping | < 600 N/mm² | - | 60 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 650-850 N/mm² | - | 50 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 | |
| Bronze, long-chipping | < 850 N/mm² | E | 50 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 850-1200 N/mm² | E | 40 | 0,068 | 0,082 | 0,095 | 0,109 | 0,122 | |
| Legend | |
| E = emulsion | |
| vc = cutting speed [m/min] | |
| fz = feed per tooth [mm/z] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Hexagonal bolt, with thread to head and fine thread DIN 961, steel, strength class 10.9, zinc-nickel-plated, transparent passivated (P3E)

Brass spacer stud

Hexagonal bolt with shank DIN 931, steel 8.8, zinc-plated, blue passivated (A2K)

1 1/4 inch diamond wet core drill bit

Cordless impact driver ASS 18-1/4 inch COMPACT M-CUBE

Flat-head screw with H cross recess ISO 7045, steel 4.8, zinc-plated, blue passivated (A2K)

Connector, pneumatic
Locking system, DPS

Unprinted Klapp-Fix number plate holder

Slotted cheese head DIN 84, steel 4.8, zinc-plated, blue passivated (A2K)