





Single angle milling cutter HSS DIN 842A type H
Single angle milling cutter HSS DIN 842A Z18-24 type H
SNGLANGLCTR-DIN842A-HSS-D63X45°
Art.-no. 5443601263
EAN 4055375881910
















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3293 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
Standards | DIN 842 |
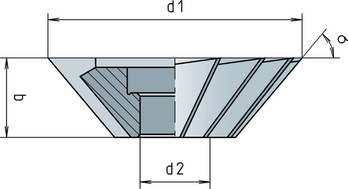
Angle (σ) | 45 Degree |
Diameter (d1 (js16)) | 63 mm |
Cutting width (b) | 18 |
Bore diameter (d2 (H7)) | 16 mm |
Number of cutting edges (Z) | 18 PCS |
Cutting material | HSS |
Surface | Plain |
Tolerance of cutting edge diameter | js16 |
Tool holding device | With longitudinal groove DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Cutting values for finishing contour | ||||||||
| For dia. 50 to dia. 125 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 50 | Dia. 63 | Dia. 80 | Dia. 100 | Dia. 125 | ||||
| General structural steels | < 500 N/mm² | E | 30 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| 500-850 N/mm² | E | 25 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | |
| Machining steels | < 850 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 700-850 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| 850-1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Nitriding steels | < 1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Tool steels | < 850 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1100 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| 1100-1400 N/mm² | E | 12 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| High-speed steels | 850-1200 N/mm² | E | 12 | 0,048 | 0,058 | 0,067 | 0,077 | 0,086 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 8 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Stainless steels, austenitic | < 700 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| < 850 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Special alloys | < 1200 N/mm² | E | 8 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Cast iron | < 180 HB | - | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 180 HB | - | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 260 HB | E | 17 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 12 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Copper, low-alloy | < 350 N/mm² | E | 70 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Brass, short-chipping | < 600 N/mm² | - | 60 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Brass, long-chipping | < 600 N/mm² | - | 60 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Bronze, short-chipping | < 600 N/mm² | - | 60 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 650-850 N/mm² | - | 50 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 | |
| Bronze, long-chipping | < 850 N/mm² | E | 50 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 850-1200 N/mm² | E | 40 | 0,068 | 0,082 | 0,095 | 0,109 | 0,122 | |
| Legend | |
| E = emulsion | |
| vc = cutting speed [m/min] | |
| fz = feed per tooth [mm/z] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Machine screw tap HSCo green ring through hole DIN 371/376

Stretch X softshell jacket

Hose clamp DIN 3017-1, shape A, W5, BASIC-Line

Straight screw-in connector, insertable for central lubrication units

Three prong knob with perforated blank bushing Full hub

S3L safety boot Heckel Focus 2.0 high

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, zinc-plated, blue passivated (A2K)

Hexagonal bolt with flange EN 1665, blue passivated zinc plated 10.9 steel (A2K)

Castor for rolling tool cases

Hex head screw with shank ISO 4014, steel 8.8, zinc-plated, blue passivated (A2K)