





Solid carbide H7 machine reamer similar to DIN 8093
NC machine reamer H7 SC EU DIN 8093 similar
MAREAMER-SC-D3,0H7
Art.-no. 5443200009
EAN 4055375884256













Register now and access more than 125,000 products
- Version with extremely uneven pitch
- H6 integral shaft diameters
- Dia. 1.4-12.0 mm solid carbide
- Dia. 14.0-20.0 mm only solid carbide head
Datasheets(X)

 | |
Product code | 5210 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Aluminium |
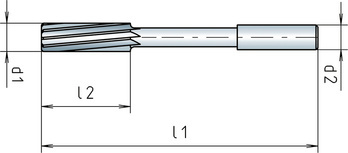
Cutting edge diameter (d1) | 3 mm |
Shank diameter (d2) | 4 mm |
Length (l1) | 64 mm |
Cutting edge length (l2) | 17 mm |
Projecting length (l3) | 28 mm |
Number of cutting edges (Z) | 6 PCS |
Core hole diameter | 2.90 mm |
Standards | DIN 8093 similar |
Form | B |
Cutting material | SC |
Surface | Uncoated |
Groove type | Left-hand twist, 8° |
Shank style | Cylindrical DIN 6535-HA |
Tolerance of fit | H7 |
Max. drilling depth (D) | 8xD |
Hole type | Clearance hole |
Coolant supply | External |
Service life (points system) | 4 of 4 points |
Versatility (points system) | 4 of 4 points |
Tolerance of cutting edge diameter | h7 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium |
| Cutting values | ||||||||
| For dia. 1.4-9.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| from | to | Dia. 1.4-1.9 | Dia. 2-4.9 | Dia. 5-7.9 | Dia. 8-9.9 | |||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | O/E | 10 | 15 | 0,090 | 0,120 | 0,150 | 0,180 |
| 500-850 N/mm² | O/E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 | |
| Carbon steels | < 850 N/mm² | O/E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| 850-1,000 N/mm² | O/E | 7 | 9 | 0,090 | 0,120 | 0,150 | 0,180 | |
| Unalloyed quenched and tempered steels | < 700 N/mm² | O/E | 10 | 15 | 0,090 | 0,120 | 0,150 | 0,180 |
| 700-850 N/mm² | O/E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 | |
| 850-1,000 N/mm² | O/E | 7 | 9 | 0,090 | 0,120 | 0,150 | 0,180 | |
| Alloyed quenched and tempered steels | 850-1,000 N/mm² | O/E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| 1,000-1,200 N/mm² | O/E | 6 | 10 | 0,072 | 0,096 | 0,120 | 0,150 | |
| Unalloyed case-hardening steels | < 750 N/mm² | O/E | 10 | 15 | 0,090 | 0,120 | 0,150 | 0,180 |
| Alloyed case-hardening steels | < 1000 N/mm² | O/E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| 1,000-1,200 N/mm² | O/E | 6 | 10 | 0,072 | 0,096 | 0,120 | 0,150 | |
| Nitriding steels | < 1000 N/mm² | O/E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| 1,000-1,200 N/mm² | O/E | 6 | 10 | 0,072 | 0,096 | 0,120 | 0,150 | |
| Tool steels | < 850 N/mm² | O/E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| 850-1,100 N/mm² | O/E | 6 | 10 | 0,072 | 0,096 | 0,120 | 0,150 | |
| 1,100-1,400 N/mm² | O/E | 5 | 7 | 0,072 | 0,096 | 0,120 | 0,150 | |
| High-speed steels | 850-1,200 N/mm² | O/E | 5 | 7 | 0,072 | 0,096 | 0,120 | 0,150 |
| Wear-resistant constructional steel | 1,350 N/mm² | E | 6 | 10 | 0,072 | 0,096 | 0,120 | 0,150 |
| Spring steels | < 1,200 N/mm² | E | 6 | 10 | 0,072 | 0,096 | 0,120 | 0,150 |
| Stainless steels | ||||||||
| Sulphurated stainless steels | < 700 N/mm² | E | 10 | 15 | 0,090 | 0,120 | 0,150 | 0,180 |
| Austenitic stainless steels | < 700 N/mm² | E | 10 | 15 | 0,090 | 0,120 | 0,150 | 0,180 |
| < 850 N/mm² | E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 | |
| Martensitic stainless steels | < 1,100 N/mm² | E | 6 | 10 | 0,072 | 0,096 | 0,120 | 0,150 |
| Special alloys | < 1,200 N/mm² | E | 6 | 10 | 0,072 | 0,096 | 0,120 | 0,150 |
| Titanium, titanium alloys | < 850 N/mm² | E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| Cast metals | ||||||||
| Cast iron | < 180 HB | T/O | 8 | 15 | 0,090 | 0,120 | 0,150 | 0,180 |
| > 180 HB | T/O | 6 | 12 | 0,072 | 0,096 | 0,120 | 0,150 | |
| Spheroidal graphite, malleable iron | > 180 HB | T/E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| > 260 HB | T/E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 | |
| Non-ferrous metals | ||||||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 20 | 30 | 0,120 | 0,160 | 0,200 | 0,260 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 15 | 30 | 0,120 | 0,160 | 0,200 | 0,260 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 15 | 30 | 0,120 | 0,160 | 0,200 | 0,260 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 20 | 30 | 0,120 | 0,160 | 0,200 | 0,260 |
| Low-alloy copper | < 350 N/mm² | E | 20 | 30 | 0,180 | 0,240 | 0,300 | 0,360 |
| Short-chipping brass | < 600 N/mm² | T/E | 15 | 25 | 0,120 | 0,160 | 0,200 | 0,260 |
| Long-chipping brass | < 600 N/mm² | T/E | 15 | 25 | 0,120 | 0,160 | 0,200 | 0,260 |
| Short-chipping bronze | < 600 N/mm² | T/E | 15 | 25 | 0,120 | 0,160 | 0,200 | 0,260 |
| 650-850 N/mm² | T/E | 10 | 15 | 0,120 | 0,160 | 0,200 | 0,260 | |
| Long-chipping bronze | < 850 N/mm² | T/E | 10 | 15 | 0,120 | 0,160 | 0,200 | 0,260 |
| 850-1,200 N/mm² | T/E | 8 | 15 | 0,120 | 0,160 | 0,200 | 0,260 | |
| Graphite | - | T | 8 | 15 | 0,090 | 0,120 | 0,150 | 0,180 |
| Key |
| O = oil |
| E = emulsion |
| T = dry |
| vc = cutting speed [m/min] |
| fz = feed [mm/r] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| from | to | Dia. 10-14.9 | Dia. 15-19.9 | Dia. 20 | |||
| Steels | |||||||
| General structural steels | < 500 N/mm² | O/E | 10 | 15 | 0,200 | 0,250 | 0,300 |
| 500-850 N/mm² | O/E | 8 | 12 | 0,200 | 0,250 | 0,300 | |
| Carbon steels | < 850 N/mm² | O/E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| 850-1,000 N/mm² | O/E | 7 | 9 | 0,200 | 0,250 | 0,300 | |
| Unalloyed quenched and tempered steels | < 700 N/mm² | O/E | 10 | 15 | 0,200 | 0,250 | 0,300 |
| 700-850 N/mm² | O/E | 8 | 12 | 0,200 | 0,250 | 0,300 | |
| 850-1,000 N/mm² | O/E | 7 | 9 | 0,200 | 0,250 | 0,300 | |
| Alloyed quenched and tempered steels | 850-1,000 N/mm² | O/E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| 1,000-1,200 N/mm² | O/E | 6 | 10 | 0,150 | 0,180 | 0,200 | |
| Unalloyed case-hardening steels | < 750 N/mm² | O/E | 10 | 15 | 0,200 | 0,250 | 0,300 |
| Alloyed case-hardening steels | < 1000 N/mm² | O/E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| 1,000-1,200 N/mm² | O/E | 6 | 10 | 0,150 | 0,180 | 0,200 | |
| Nitriding steels | < 1000 N/mm² | O/E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| 1,000-1,200 N/mm² | O/E | 6 | 10 | 0,150 | 0,180 | 0,200 | |
| Tool steels | < 850 N/mm² | O/E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| 850-1,100 N/mm² | O/E | 6 | 10 | 0,150 | 0,180 | 0,200 | |
| 1,100-1,400 N/mm² | O/E | 5 | 7 | 0,150 | 0,180 | 0,200 | |
| High-speed steels | 850-1,200 N/mm² | O/E | 5 | 7 | 0,150 | 0,180 | 0,200 |
| Wear-resistant constructional steel | 1,350 N/mm² | E | 6 | 10 | 0,150 | 0,180 | 0,200 |
| Spring steels | < 1,200 N/mm² | E | 6 | 10 | 0,150 | 0,180 | 0,200 |
| Stainless steels | |||||||
| Sulphurated stainless steels | < 700 N/mm² | E | 10 | 15 | 0,200 | 0,250 | 0,300 |
| Austenitic stainless steels | < 700 N/mm² | E | 10 | 15 | 0,200 | 0,250 | 0,300 |
| < 850 N/mm² | E | 8 | 12 | 0,200 | 0,250 | 0,300 | |
| Martensitic stainless steels | < 1,100 N/mm² | E | 6 | 10 | 0,150 | 0,180 | 0,200 |
| Special alloys | < 1,200 N/mm² | E | 6 | 10 | 0,150 | 0,180 | 0,200 |
| Titanium, titanium alloys | < 850 N/mm² | E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| Cast metals | |||||||
| Cast iron | < 180 HB | T/O | 8 | 15 | 0,200 | 0,250 | 0,300 |
| > 180 HB | T/O | 6 | 12 | 0,200 | 0,250 | 0,300 | |
| Spheroidal graphite, malleable iron | > 180 HB | T/E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| > 260 HB | T/E | 8 | 12 | 0,200 | 0,250 | 0,300 | |
| Non-ferrous metals | |||||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 20 | 30 | 0,300 | 0,180 | 0,200 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 15 | 30 | 0,300 | 0,350 | 0,400 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 15 | 30 | 0,300 | 0,350 | 0,400 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 20 | 30 | 0,300 | 0,350 | 0,400 |
| Low-alloy copper | < 350 N/mm² | E | 20 | 30 | 0,400 | 0,450 | 0,500 |
| Short-chipping brass | < 600 N/mm² | T/E | 15 | 25 | 0,300 | 0,350 | 0,400 |
| Long-chipping brass | < 600 N/mm² | T/E | 15 | 25 | 0,300 | 0,350 | 0,400 |
| Short-chipping bronze | < 600 N/mm² | T/E | 15 | 25 | 0,300 | 0,350 | 0,400 |
| 650-850 N/mm² | T/E | 10 | 15 | 0,300 | 0,350 | 0,400 | |
| Long-chipping bronze | < 850 N/mm² | T/E | 10 | 15 | 0,300 | 0,350 | 0,400 |
| 850-1,200 N/mm² | T/E | 8 | 15 | 0,300 | 0,350 | 0,400 | |
| Graphite | - | T | 8 | 15 | 0,200 | 0,250 | 0,300 |
Last viewed

Hexagonal bolt with flange in accordance with MBN standard

Wooden worktop for workshop trolleys

Reducing sleeve DIN 2185

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, zinc-plated, blue passivated (A2K)

Work dungarees Planam Canvas 320

Threaded rod DIN 976-1 (shape A) with standard metric ISO thread, steel 4.8, plain

Metal solder no. 4 without fluxing agent

Polo shirt

PCB

Hex head screw with thread up to head ISO 4017, A2-70 stainless steel, plain