





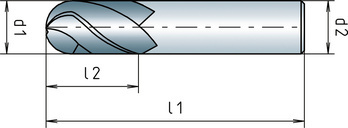
Solid carbide ball nose end mill, short, twin blade
End mill SC Alu WN-K Z2 2xD 30° type W
CTR-RADI-WN-AL-SC-W-D12,0MM
Art.-no. 5443301261
EAN 4055375917282












Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6925 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
Diameter (d1) | 12 mm |
Shank diameter (d2) | 12 mm |
Standards | CS |
Construction length | Short |
Shank style | Cylindrical |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 30° |
Length (l1) | 73 mm |
Chip flute length (l2) | 22 mm |
Number of cutting edges (Z) | 2 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Legend | ||
| E = emulsion | ae = 0.05xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.05xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing copy | ||||||
| For dia. 6-12 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-12 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 230 | 0,034 | 0,045 | 0,056 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 180 | 0,034 | 0,045 | 0,056 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | - | 160 | 0,034 | 0,045 | 0,056 |
| Magnesium, magnesium alloys | < 280 N/mm² | - | 160 | 0,034 | 0,045 | 0,056 |
| Copper, low-alloy | < 350 N/mm² | - | 160 | 0,034 | 0,045 | 0,056 |
| Brass, short-chipping | < 600 N/mm² | - | 140 | 0,034 | 0,045 | 0,056 |
| Brass, long-chipping | < 600 N/mm² | E | 140 | 0,034 | 0,045 | 0,056 |
| Bronze, short-chipping | < 600 N/mm² | E | 110 | 0,034 | 0,045 | 0,056 |
| 650-850 N/mm² | - | 80 | 0,034 | 0,045 | 0,056 | |
| Bronze, long-chipping | < 850 N/mm² | - | 140 | 0,034 | 0,045 | 0,056 |
| 850-1200 N/mm² | - | 110 | 0,034 | 0,045 | 0,056 | |
| Cutting values for roughing copy | ||||||
| For dia. 1-5.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 230 | 0,006 | 0,011 | 0,023 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 180 | 0,006 | 0,011 | 0,023 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | - | 160 | 0,006 | 0,011 | 0,023 |
| Magnesium, magnesium alloys | < 280 N/mm² | - | 160 | 0,006 | 0,011 | 0,023 |
| Copper, low-alloy | < 350 N/mm² | - | 160 | 0,006 | 0,011 | 0,023 |
| Brass, short-chipping | < 600 N/mm² | - | 140 | 0,006 | 0,011 | 0,023 |
| Brass, long-chipping | < 600 N/mm² | E | 140 | 0,006 | 0,011 | 0,023 |
| Bronze, short-chipping | < 600 N/mm² | E | 110 | 0,006 | 0,011 | 0,023 |
| 650-850 N/mm² | - | 80 | 0,006 | 0,011 | 0,023 | |
| Bronze, long-chipping | < 850 N/mm² | - | 140 | 0,006 | 0,011 | 0,023 |
| 850-1200 N/mm² | - | 110 | 0,006 | 0,011 | 0,023 | |
| Legend | ||
| E = emulsion | ae = 0.03xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.03xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing copying | ||||||
| For dia. 6-12 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-12 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,035 | 0,053 | 0,071 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,035 | 0,053 | 0,071 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,035 | 0,053 | 0,071 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,035 | 0,053 | 0,071 |
| Copper, low-alloy | < 350 N/mm² | E | 200 | 0,035 | 0,053 | 0,071 |
| Brass, short-chipping | < 600 N/mm² | - | 180 | 0,035 | 0,053 | 0,071 |
| Brass, long-chipping | < 600 N/mm² | - | 180 | 0,035 | 0,053 | 0,071 |
| Bronze, short-chipping | < 600 N/mm² | - | 180 | 0,035 | 0,053 | 0,071 |
| 650-850 N/mm² | - | 150 | 0,035 | 0,053 | 0,071 | |
| Bronze, long-chipping | < 850 N/mm² | E | 150 | 0,035 | 0,053 | 0,071 |
| 850-1200 N/mm² | E | 120 | 0,035 | 0,053 | 0,071 | |
| Cutting values for finishing copying | ||||||
| For dia. 1-5.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,007 | 0,013 | 0,026 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,007 | 0,013 | 0,026 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,007 | 0,013 | 0,026 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,007 | 0,013 | 0,026 |
| Copper, low-alloy | < 350 N/mm² | E | 200 | 0,007 | 0,013 | 0,026 |
| Brass, short-chipping | < 600 N/mm² | - | 180 | 0,007 | 0,013 | 0,026 |
| Brass, long-chipping | < 600 N/mm² | - | 180 | 0,007 | 0,013 | 0,026 |
| Bronze, short-chipping | < 600 N/mm² | - | 180 | 0,007 | 0,013 | 0,026 |
| 650-850 N/mm² | - | 150 | 0,007 | 0,013 | 0,026 | |
| Bronze, long-chipping | < 850 N/mm² | E | 150 | 0,007 | 0,013 | 0,026 |
| 850-1200 N/mm² | E | 120 | 0,007 | 0,013 | 0,026 | |
Last viewed

Hexagonal bolt ASME B18.2.1, plain 316 stainless steel, UNC (comparable with ISO metric thread)

Warning and protection profile round/square For 90° angles

Hexagon bolt, fully threaded, SB fittings, DIN EN 15048-1 ISO 4017, A2-70 stainless steel, plain, with nut ISO 4032

Cylindrical pin with female thread, unhardened DIN 7979, shape C, unhardened

Work trousers Planam Canvas 320

Lock washer with right-angle cross-section, shape A DIN 127, steel, plain

Penny washer made from uncoated steel according to DIN 522

Hexagon socket set screw with flattened tip ISO 4027, A4 stainless steel, 21H, plain

Double securing shackle W-GFIXBD 927 Suitable for all Würth DIGA® CS tools

C4 workshop trolley top unit with four drawers for Compact workshop trolleys