





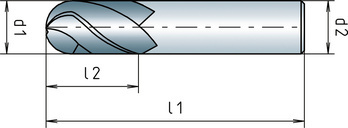
Solid carbide ball nose end mill, short, twin blade
End mill SC Alu WN-K Z2 2xD 30° type W
CTR-RADI-WN-AL-SC-W-D2,0MM
Art.-no. 5443301253
EAN 4055375917183












Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6925 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
Diameter (d1) | 2 mm |
Shank diameter (d2) | 2 mm |
Standards | CS |
Construction length | Short |
Shank style | Cylindrical |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 30° |
Length (l1) | 38 mm |
Chip flute length (l2) | 8 mm |
Number of cutting edges (Z) | 2 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Legend | ||
| E = emulsion | ae = 0.05xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.05xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing copy | ||||||
| For dia. 6-12 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-12 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 230 | 0,034 | 0,045 | 0,056 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 180 | 0,034 | 0,045 | 0,056 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | - | 160 | 0,034 | 0,045 | 0,056 |
| Magnesium, magnesium alloys | < 280 N/mm² | - | 160 | 0,034 | 0,045 | 0,056 |
| Copper, low-alloy | < 350 N/mm² | - | 160 | 0,034 | 0,045 | 0,056 |
| Brass, short-chipping | < 600 N/mm² | - | 140 | 0,034 | 0,045 | 0,056 |
| Brass, long-chipping | < 600 N/mm² | E | 140 | 0,034 | 0,045 | 0,056 |
| Bronze, short-chipping | < 600 N/mm² | E | 110 | 0,034 | 0,045 | 0,056 |
| 650-850 N/mm² | - | 80 | 0,034 | 0,045 | 0,056 | |
| Bronze, long-chipping | < 850 N/mm² | - | 140 | 0,034 | 0,045 | 0,056 |
| 850-1200 N/mm² | - | 110 | 0,034 | 0,045 | 0,056 | |
| Cutting values for roughing copy | ||||||
| For dia. 1-5.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 230 | 0,006 | 0,011 | 0,023 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 180 | 0,006 | 0,011 | 0,023 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | - | 160 | 0,006 | 0,011 | 0,023 |
| Magnesium, magnesium alloys | < 280 N/mm² | - | 160 | 0,006 | 0,011 | 0,023 |
| Copper, low-alloy | < 350 N/mm² | - | 160 | 0,006 | 0,011 | 0,023 |
| Brass, short-chipping | < 600 N/mm² | - | 140 | 0,006 | 0,011 | 0,023 |
| Brass, long-chipping | < 600 N/mm² | E | 140 | 0,006 | 0,011 | 0,023 |
| Bronze, short-chipping | < 600 N/mm² | E | 110 | 0,006 | 0,011 | 0,023 |
| 650-850 N/mm² | - | 80 | 0,006 | 0,011 | 0,023 | |
| Bronze, long-chipping | < 850 N/mm² | - | 140 | 0,006 | 0,011 | 0,023 |
| 850-1200 N/mm² | - | 110 | 0,006 | 0,011 | 0,023 | |
| Legend | ||
| E = emulsion | ae = 0.03xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.03xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing copying | ||||||
| For dia. 6-12 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-12 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,035 | 0,053 | 0,071 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,035 | 0,053 | 0,071 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,035 | 0,053 | 0,071 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,035 | 0,053 | 0,071 |
| Copper, low-alloy | < 350 N/mm² | E | 200 | 0,035 | 0,053 | 0,071 |
| Brass, short-chipping | < 600 N/mm² | - | 180 | 0,035 | 0,053 | 0,071 |
| Brass, long-chipping | < 600 N/mm² | - | 180 | 0,035 | 0,053 | 0,071 |
| Bronze, short-chipping | < 600 N/mm² | - | 180 | 0,035 | 0,053 | 0,071 |
| 650-850 N/mm² | - | 150 | 0,035 | 0,053 | 0,071 | |
| Bronze, long-chipping | < 850 N/mm² | E | 150 | 0,035 | 0,053 | 0,071 |
| 850-1200 N/mm² | E | 120 | 0,035 | 0,053 | 0,071 | |
| Cutting values for finishing copying | ||||||
| For dia. 1-5.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,007 | 0,013 | 0,026 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,007 | 0,013 | 0,026 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,007 | 0,013 | 0,026 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,007 | 0,013 | 0,026 |
| Copper, low-alloy | < 350 N/mm² | E | 200 | 0,007 | 0,013 | 0,026 |
| Brass, short-chipping | < 600 N/mm² | - | 180 | 0,007 | 0,013 | 0,026 |
| Brass, long-chipping | < 600 N/mm² | - | 180 | 0,007 | 0,013 | 0,026 |
| Bronze, short-chipping | < 600 N/mm² | - | 180 | 0,007 | 0,013 | 0,026 |
| 650-850 N/mm² | - | 150 | 0,007 | 0,013 | 0,026 | |
| Bronze, long-chipping | < 850 N/mm² | E | 150 | 0,007 | 0,013 | 0,026 |
| 850-1200 N/mm² | E | 120 | 0,007 | 0,013 | 0,026 | |
Last viewed

Pan head tapping screw, shape F with recessed head DIN 7981, steel, nickel-plated (E2J), round head, PH drive, shape F

Round head screw with square neck ASME B18.5, plain 18-8 stainless steel, UNC (comparable with ISO metric thread)

Countersunk head screw with hexagon socket ISO 10642, A4-070 stainless steel, plain

Cylindrical pin, unhardened with oval points DIN 7, plain steel (9 SMnPb 28 k or St 50 K), unhardened, tolerance class m6

SMART STEP EU+ HSCo nanoProtect hexagon twist drill bit for drill/drivers and tangential impact drivers

Stretch X winter softshell jacket

Hex head screw with shank ISO 4014, steel 8.8, zinc-plated, blue passivated (A2K)

Gearbox oil TRIATHLON® Gear Cargo 75W-90

Twist drill bit HSCo DIN 338 Type RN MFD VARIO

Tool adapter with quick-change chuck