





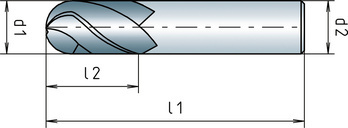
Solid carbide ball nose end mill, short, twin blade
End mill SC Alu WN-K Z2 2xD 30° type W
CTR-RADI-WN-AL-SC-W-D3,0MM
Art.-no. 5443301255
EAN 4055375917206












Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6925 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
Diameter (d1) | 3 mm |
Shank diameter (d2) | 3 mm |
Standards | CS |
Construction length | Short |
Shank style | Cylindrical |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 30° |
Length (l1) | 38 mm |
Chip flute length (l2) | 12 mm |
Number of cutting edges (Z) | 2 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Legend | ||
| E = emulsion | ae = 0.05xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.05xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing copy | ||||||
| For dia. 6-12 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-12 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 230 | 0,034 | 0,045 | 0,056 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 180 | 0,034 | 0,045 | 0,056 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | - | 160 | 0,034 | 0,045 | 0,056 |
| Magnesium, magnesium alloys | < 280 N/mm² | - | 160 | 0,034 | 0,045 | 0,056 |
| Copper, low-alloy | < 350 N/mm² | - | 160 | 0,034 | 0,045 | 0,056 |
| Brass, short-chipping | < 600 N/mm² | - | 140 | 0,034 | 0,045 | 0,056 |
| Brass, long-chipping | < 600 N/mm² | E | 140 | 0,034 | 0,045 | 0,056 |
| Bronze, short-chipping | < 600 N/mm² | E | 110 | 0,034 | 0,045 | 0,056 |
| 650-850 N/mm² | - | 80 | 0,034 | 0,045 | 0,056 | |
| Bronze, long-chipping | < 850 N/mm² | - | 140 | 0,034 | 0,045 | 0,056 |
| 850-1200 N/mm² | - | 110 | 0,034 | 0,045 | 0,056 | |
| Cutting values for roughing copy | ||||||
| For dia. 1-5.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 230 | 0,006 | 0,011 | 0,023 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 180 | 0,006 | 0,011 | 0,023 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | - | 160 | 0,006 | 0,011 | 0,023 |
| Magnesium, magnesium alloys | < 280 N/mm² | - | 160 | 0,006 | 0,011 | 0,023 |
| Copper, low-alloy | < 350 N/mm² | - | 160 | 0,006 | 0,011 | 0,023 |
| Brass, short-chipping | < 600 N/mm² | - | 140 | 0,006 | 0,011 | 0,023 |
| Brass, long-chipping | < 600 N/mm² | E | 140 | 0,006 | 0,011 | 0,023 |
| Bronze, short-chipping | < 600 N/mm² | E | 110 | 0,006 | 0,011 | 0,023 |
| 650-850 N/mm² | - | 80 | 0,006 | 0,011 | 0,023 | |
| Bronze, long-chipping | < 850 N/mm² | - | 140 | 0,006 | 0,011 | 0,023 |
| 850-1200 N/mm² | - | 110 | 0,006 | 0,011 | 0,023 | |
| Legend | ||
| E = emulsion | ae = 0.03xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.03xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing copying | ||||||
| For dia. 6-12 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-12 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,035 | 0,053 | 0,071 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,035 | 0,053 | 0,071 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,035 | 0,053 | 0,071 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,035 | 0,053 | 0,071 |
| Copper, low-alloy | < 350 N/mm² | E | 200 | 0,035 | 0,053 | 0,071 |
| Brass, short-chipping | < 600 N/mm² | - | 180 | 0,035 | 0,053 | 0,071 |
| Brass, long-chipping | < 600 N/mm² | - | 180 | 0,035 | 0,053 | 0,071 |
| Bronze, short-chipping | < 600 N/mm² | - | 180 | 0,035 | 0,053 | 0,071 |
| 650-850 N/mm² | - | 150 | 0,035 | 0,053 | 0,071 | |
| Bronze, long-chipping | < 850 N/mm² | E | 150 | 0,035 | 0,053 | 0,071 |
| 850-1200 N/mm² | E | 120 | 0,035 | 0,053 | 0,071 | |
| Cutting values for finishing copying | ||||||
| For dia. 1-5.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,007 | 0,013 | 0,026 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,007 | 0,013 | 0,026 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,007 | 0,013 | 0,026 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,007 | 0,013 | 0,026 |
| Copper, low-alloy | < 350 N/mm² | E | 200 | 0,007 | 0,013 | 0,026 |
| Brass, short-chipping | < 600 N/mm² | - | 180 | 0,007 | 0,013 | 0,026 |
| Brass, long-chipping | < 600 N/mm² | - | 180 | 0,007 | 0,013 | 0,026 |
| Bronze, short-chipping | < 600 N/mm² | - | 180 | 0,007 | 0,013 | 0,026 |
| 650-850 N/mm² | - | 150 | 0,007 | 0,013 | 0,026 | |
| Bronze, long-chipping | < 850 N/mm² | E | 150 | 0,007 | 0,013 | 0,026 |
| 850-1200 N/mm² | E | 120 | 0,007 | 0,013 | 0,026 | |
Last viewed

Hexagon nut, flat profile DIN 936, steel, plain

Bottom bracket latch for insect protection

Drilling screw, flat head with H cross recess pias®

Insulated flat plug-in sleeve PVC DIN46245 T1-3

Identification rings, PVC

Drawer divider set, BASIC KWB, 12 compartments

Universal protector GPN 620
Identification rings, PVC

Long-sleeved work shirt Olymp Luxor Comfort Fit

Slotted countersunk head screw DIN 963, steel 8.8, plain