





Solid carbide end mill Speedcut, ultra-hard steel 68 HRC, corner radius long, optional
End mill SC Ultra HRC WN 2.5xD/1.5xD TiAlN-S ER HA
ENDMIL-SP-DIN6527L-HS-SC-HA-D5X0,2
Art.-no. 5443300893
EAN 4055375894231





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6647 |
Material to be processed | Cast metal, Hard and tough material |
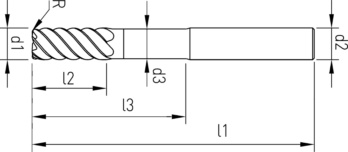
Diameter (d1) | 5 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 4.9 mm |
Standards | CS |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 50° |
Corner radius (R) | 0.2 mm |
Length (l1) | 57 mm |
Cutting edge length (l2) | 8 mm |
Clearance length (l3) | 12 mm |
Number of cutting edges (Z) | 6 PCS |
Tolerance of cutting edge diameter | e8 |
Tolerance of shank diameter | h5 |
Material of sub-group | Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Steels > 45 HRC |
| Cutting values finishing contour | ||||||||||
| For dia. 4 - dia. 16 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | ||||
| Tool steels | 1100–1400 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,040 |
| Hardened steels | 40–48 HRC | T | 150 | 0,010 | 0,015 | 0,020 | 0,030 | 0,035 | 0,040 | 0,050 |
| 48–55 HRC | T | 135 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,045 | |
| 55–60 HRC | T | 120 | 0,008 | 0,012 | 0,015 | 0,025 | 0,030 | 0,035 | 0,045 | |
| 60–68 HRC | T | 80 | 0,008 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | |
| Wear resistant constructional steel | 1350 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 | 0,035 | 0,040 |
| 1800 N/mm2 | T | 145 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 | 0,035 | 0,040 | |
| Cast iron | < 180 HB | T | 200 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 |
| > 180 HB | T | 160 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Spheroidal graphite, malleable iron | > 180 HB | T | 190 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 |
| > 260 HB | T | 170 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Legend | ||
| T = dry | ae = 0.02xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30%. | ||
Last viewed

RR02 panic tubular frame mortise lock

Short sanding belt Klingspor LS 309 XH

WÜPLAST® pan head screw with Z Phillips head WN 1412, steel 10.9, zinc-plated, transparent passivated (A3K)

Door handles A 507

Disposable protective clothing 3M 4540+

Reserve taper grooved dowel pin ISO 8741 steel plain

Union nut

Cupboard rail support, oval with compartment shelf attachment and additional screw hole for lateral attachment

Hexagon Socket Head Cap Screw ASME 18.3, 316 stainless steel, UNC (comparable with ISO metric thread)

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, zinc-plated, blue passivated (A2K)