





Solid carbide end mill Speedcut, ultra-hard steel 68 HRC, corner radius long, optional
End mill SC Ultra HRC WN 2.5xD/1.5xD TiAlN-S ER HA
ENDMIL-SP-DIN6527L-HS-SC-HA-D5X0,5
Art.-no. 5443300894
EAN 4055375894248





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6647 |
Material to be processed | Cast metal, Hard and tough material |
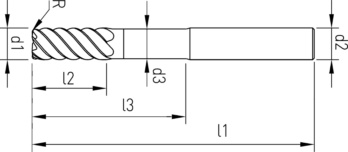
Diameter (d1) | 5 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 4.9 mm |
Standards | CS |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 50° |
Corner radius (R) | 0.5 mm |
Length (l1) | 57 mm |
Cutting edge length (l2) | 8 mm |
Clearance length (l3) | 12 mm |
Number of cutting edges (Z) | 6 PCS |
Tolerance of cutting edge diameter | e8 |
Tolerance of shank diameter | h5 |
Material of sub-group | Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Steels > 45 HRC |
| Cutting values finishing contour | ||||||||||
| For dia. 4 - dia. 16 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | ||||
| Tool steels | 1100–1400 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,040 |
| Hardened steels | 40–48 HRC | T | 150 | 0,010 | 0,015 | 0,020 | 0,030 | 0,035 | 0,040 | 0,050 |
| 48–55 HRC | T | 135 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,045 | |
| 55–60 HRC | T | 120 | 0,008 | 0,012 | 0,015 | 0,025 | 0,030 | 0,035 | 0,045 | |
| 60–68 HRC | T | 80 | 0,008 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | |
| Wear resistant constructional steel | 1350 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 | 0,035 | 0,040 |
| 1800 N/mm2 | T | 145 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 | 0,035 | 0,040 | |
| Cast iron | < 180 HB | T | 200 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 |
| > 180 HB | T | 160 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Spheroidal graphite, malleable iron | > 180 HB | T | 190 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 |
| > 260 HB | T | 170 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Legend | ||
| T = dry | ae = 0.02xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30%. | ||
Last viewed

Ear plugs uvex xact-fit

GEFU® thread-rolling screw with Taptite 2000® thread, flat head and hexalobular drive

Safety shoe S1 Elten Anthony Low ESD

PVC single core H05/H07V-K, fine wire

Fitting Brass, 56007

Triangular file DIN 7261, shape C

Hex head screw with thread up to head ISO 4017, A2-70 stainless steel, plain

Crimping tool with front loading

4KS profile double cylinder for keyed-alike original systems

Counter nut, polyamide Metric according to EN 60423